�}�_ƫ��ռ�ձȌ���(f��)���x���(Cr��Al)N��Ĥ�Y(ji��)��(g��u)�����W(xu��)���ܵ�Ӱ�
�������Ì�늻��x����c�ſ؞R���x�����Y(ji��)�϶��õď�(f��)���x��僵ķ������քe�ø�Cr ����늻��С��ø�Al ����R��У�ͨ�뵪��͚�⣬�ڸ���䓺�Ƭ�ϳ��e(Cr��Al)N ��Ĥ��ͨ�^�_�A�x��������R��X �侀����x���S��Ӳ��Ӌ�ȷ����͜y���ֶΣ��о��˲�ͬ�}�_ƫ��ռ�ձȗl����(Cr��Al)N ��Ĥ�Y(ji��)��(g��u)�����W(xu��)���ܵ�׃��Ҏ(gu��)�ɡ��о�������ռ�ձȌ���Ĥ�ĽY(ji��)��(g��u)�����W(xu��)���ܾ���Ӱ푣���(d��ng)ռ�ձȞ�40 %�r����Ĥ�ij��e�������12.8 nm/min����25 g �d�ɱ���10 s �yԇ�ľS��Ӳ��1725 Hv Ҳ�錍�@�õ����ֵ��
����(Cr��Al)N ��Ĥ�ǂ��y(t��ng)CrN ��Ĥ�ă�(y��u)�����Ʒ���亭�w��CrN ��Ĥ�����g�ԡ���(y��u)������ĥ���Լ����õğ᷀(w��n)���ԣ��ڹ����ĸ��g�c���o��������^�V���đ�(y��ng)�á�CrN ��Ĥ�����ڵ�ģ�߱���ĸ��ԣ��ڵֿ�������_���^���еĸߜ����������Ѓ�(y��u)���ı��F(xi��n)����������Ӳ���^��ʹ�Ñ�(y��ng)���ܵ����ơ������˂��_ʼע�����CrN �_�l(f��)ּ�������Ӳ�ȵ�����Ӳ�|(zh��)Ϳ�ӡ��о�������(Cr��Al)N ��Ĥ�ǂ��y(t��ng)CrN ��Ĥ�ă�(y��u)������Ʒ����Ҫԭ��������Al �ē��룬ͨ�^�ÓQ���ܵķ�ʽʹ�Y(ji��)��(g��u)�l(f��)����׃����CrN �����������Y(ji��)��(g��u)���D(zhu��n)׃?y��u)��w�\�V�Y(ji��)��(g��u)������Al ��Cr �ɷNԪ�ض������õĿ������ԣ�(Cr��Al)N ��Ĥ�Ŀ������ضȿ��_900�棬ͬ�r������Ч��(y��ng)��ʹ(Cr��Al)N ��Ĥ��Ӳ�ȴ����ߣ���(y��u)���ğ᷀(w��n)���Ժ�Ӳ��ʹ���ڹ��I(y��)���a(ch��n)�������V������Ҫ�đ�(y��ng)�á��������ӵ�ģ�ߵ���ĥ���g�ԡ����L����ʹ�É�������ߵ��ߵ��������g(sh��)��������a(ch��n)Ч�ʡ��������a(ch��n)�ɱ��ȷ����зdz��e�O�����x��
�������ϣ�����(n��i)��ᘌ�(Cr��Al)N ��Ĥ���о�����һЩ������о���Ҫ�������Ƃ䷽����ˇ����(sh��)����Ĥ�Y(ji��)��(g��u)�����ܵ�Ӱ��ϡ��Ƃ�(Cr��Al)N��Ĥ����Ҫ������ֱ��ƫ��늻��x��僺��}�_ƫ���R���x��僡�����(Cr��Al)N ��Ĥ��(d��o)������^���ʹ��ֱ��ƫ��늻��x��僁��Ƃ�r��늻����l(f��)�������x����ؓƫ��늈������³��m(x��)�Z�����w���ѳ��e�ı�Ĥ������(d��o)�³��e�ض����ߣ�������(y��ng)���������ڳ��e�^����ż�����ڱ�Ĥ����l(f��)������늬F(xi��n)��(d��o)���Ĥ����ֲ�����Ó�䡣�R���x���������Ĥ����һ��ʽ�������c�ǹ�ˇ��(w��n)�����Ĥ�Y(ji��)��(g��u)�������|(zh��)���ߡ���(n��i)��(y��ng)��С�����x���ʵ͡�Ĥ/ ���Y(ji��)������������ռ��g(sh��)�W(w��ng)(http://bjjyhsfdc.com/)�J�������ô˷�����늻��x�����Y(ji��)���γɏ�(f��)���x��僣�����������ø��Եă�(y��u)�݁폛�a��һ�����IJ��㣬�Ķ��õ��^�߱����|(zh��)���ı�Ĥ����ˇ����(sh��)�Ќ���Ĥ�Y(ji��)��(g��u)������Ӱ��^��Ҫ�İ������wƫ�������e�≺���ضȵȣ�����ƫ��������Ҫ��Ӱ�����֮һ�����о��ˆT���c�P(gu��n)עƫ����С����Ĥ�M���Y(ji��)��(g��u)�����ܵ�Ӱ�Ҏ(gu��)�ɣ������}�_ƫ��ռ�ձȌ���Ĥ�|(zh��)����Ӱ��о��������^�١�ռ�ձ�һ����ָ��һ�}�_���ڃ�(n��i)ʩ���}�_ƫ����ֵ�r�g�cһ���}�_���ڕr�g֮��ֵ���������Ï�(f��)���x����ڻ�����ʩ��ֱ���B���}�_ƫ���Ƃ�(Cr��Al)N��Ĥ�����c�о�ռ�ձȌ��ڱ�Ĥ�^�Y(ji��)��(g��u)�����W(xu��)���ܵ�Ӱ푡�
����1������
��������������Ĥ�O(sh��)�����a(ch��n)SA-6T ����(f��)���x���Ĥ�C��ԓ�Ĥ�C�����ϵ�y(t��ng)��Ҫ���Cе�����͔Uɢ����������ҽM�ɣ��Y(ji��)��(g��u)ʾ����D1��
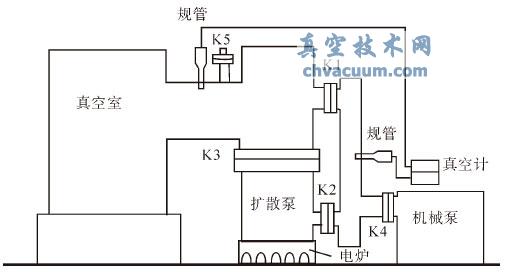
�D1 ���ϵ�y(t��ng)�Y(ji��)��(g��u)ʾ��D
����ʹ�õĻ��מ����䓺͆ξ���Ƭ������䓻��׳ߴ��15 mm×10 mm×10 mm������(Cr��Al)N Ϳ�����W(xu��)���ܜyԇ������׳��e�ı�Ĥ�t���ڱ�����ò���^�Y(ji��)��(g��u)�Ĝyԇ����������䓻�������ϴǰ���Ƚ�(j��ng)�^��ĥ���R�档���eǰ����������ʢ�б�ͪ�ğ����г���ϴ30 min������ʢ�Пoˮ�Ҵ��ğ����г���ϴ15 min�������̶�������ҵ�ԇ�Ӽ��ϡ�
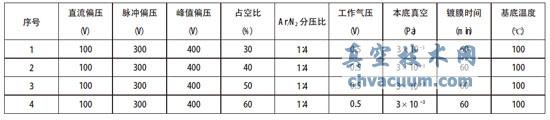
��������зքe�õ��Ǽ��Ⱦ���99.99%��Cr ��Al ����늻��к͞R��вģ� �ڼ��Ⱦ���С��99.99%�ĵ���͚��Շ��³��e��Ĥ��Ʒ���Ĥǰ�����������3×10-3 Pa�����B�ӵ����w��ֱ��ƫ���{(di��o)��(ji��)��200 V���}�_ƫ���ӵ�600 V �������M���x����ϴ15 min��Ȼ��ֱ��ƫ��100 V���}�_ƫ��300 V���l��40 kHz���ڲ�ͬռ�ձȗl���·քe��Ʊ�Ĥ��Ʒ��Ԕ�����Ĥ��ˇ����(sh��)Ҋ��1�����ÿ��(Cr��Al)N ��Ĥ֮ǰ���ȳ��e������Cr �^�Ɍӣ��r�g��3 min����������cͿ�ӵĽY(ji��)������
��1 �Ĥ��ˇ����(sh��)
��������AMB10SXP-2 ���_�A�x��X �侀����x(D/Max-2400 ��)��FEI NovaNano 230 �͒�������@�R(SEM)���SʽӲ��Ӌ��MS-T3000 Ħ��ĥ�p�x�քe����Ʒ�ĺ�ȡ�����Y(ji��)��(g��u)��������ò��Ӳ�������M���˷����ͱ�����
����3���Y(ji��)Փ
����1���S���}�_ƫ��ռ�ձȵ�����(Cr��Al)N��Ĥ�ij��e�����������pС����ռ�ձȞ�40%�r�����e�����_�����
����2����늻��x��僼��ſ؞R�似�g(sh��)��(f��)���Ƃ��(Cr��Al)N ��Ĥ�����^��ƽ�������ٔ�(sh��)���w�����ڵ��dzߴ��^С�������S��ռ�ձȵ����ӱ���ȱ�ݺ��w���ʬF(xi��n)�p�ٵ�څ�ݡ�
����3����(f��)���x��僵õ���(Cr��Al)N ��Ĥ�ē�(y��u)ȡ���(200)������ԓ���挦��(y��ng)����������������Sռ�ձ�������u����������ռ�ձȌ����w���^�Y(ji��)��(g��u)���^���@Ӱ푡�
����4���S���}�_ƫ��ռ�ձȵ����ӣ�(Cr��Al)N��Ĥ���@Ӳ�������Ӻͣ���ռ�ձȞ�40%�r����ֵ�_������1725 Hv��