�䉺���ӵ���տɿ��Է���
�������������������^���У��ڸ���պ濾�Ś�̎���o���~�Ś���M(j��n)�з��x����(y��ng)�õ��䉺���ӡ��䉺���ӵ���տɿ��������������ܷ���նȵ���������C���䉺�����������пɿ���Ҫ����ߵĭh(hu��n)��(ji��)��������Փ���䉺���ӵ���Ҫ�ԣ�Ȼ��ğo���~�Ś�ܵ��x�ġ�����̎�����䉺�Q�����Π�Ȏ��棬��Ӱ��䉺���ӵ���տɿ����M(j��n)��Ԕ��(x��)�������ó�����䉺���ӵĿɿ��ԗl����
������ռ��g(sh��)�c���չ��I(y��)�����dz��o�ܵ�(li��n)ϵ������������Ҫ���õ���խh(hu��n)������Ҫԭ�����ڣ�����������ԭ����������늈����ň��ȁ�������������\(y��n)�ӣ����_(d��)���Ŵ���ʎ���@ʾ�D���Ŀ�ģ����������(n��i)�К��w�����^�࣬������Ͳ��ɱ���Ҫ�c������ײ����׃�\(y��n)�ӵ�Ҏ(gu��)�ɡ�����������һ�㶼��һ�����Դ������N��ꎘO�����ꎘO�ȣ���������һЩ���еĻ��W(xu��)�Ի���棬�O���ܵ����w���ж����ö�ʧЧ��ֻ������խh(hu��n)����(n��i)���������������ɴ˿�Ҋһ�����������ă�(n��i)�����׃���ˣ���Ȼ��(d��o)���������ܵĸ�׃��������ȫʧЧ��
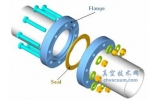
�������������������^������Ҫһ����ռӹ�����———�Ś⣬���ڲ�������r�������M(j��n)�и��N�濾���⡢���l�ӟ�����������Z������ȣ�ʹ�Ã�(n��i)�����w��������_(d��)��һ������ն����Ś�Y(ji��)���������������Ś��O(sh��)�����M(j��n)���ܷ���x���F(xi��n)���Ś��һ���ȡ�����Ś�ܣ��ܷ���x�r�����䉺���ӣ�����Һ���Q�������Q�������Ś�ܮa(ch��n)����(qi��ng)������׃�ζ��γ�����ܷ��Ľ��^���Ķ��������ܷ����c�Ś��O(sh��)����x��
����Ŀǰ�����������У���Ҫ���ßo���~�Ś�ܵ��䉺���ӌ������M(j��n)���ܷ���x���o���~�Ś���䉺���Ӿ����������c(di��n)��
����(1)��ӽ��^�o��Ӱ푅^(q��)��ܛ���^(q��)�������|(zh��)����(w��n)��;
����(2)���x���O(sh��)����M(j��n)�еĹ�ˇ��������;
����(3)���x�����Ś�ܿ��Ա�����x�����Ś�����ڕr�a(ch��n)���IJ���Ҫ©��;
����(4) ���x�r�^��ĺ��Ӊ���������׃�δ��ӿɿ��Ժá�
�������x�o���~�Ś�ܕr�����ڼ�(x��)�Ś��һ�����֊A�Q����ڴ��Ś��һ����Һ���A�Q����܈�����x����������Ś��̎�ķ��x��Ҫ�M(j��n)�б��o(h��)��һ����ý��a���o(h��)���D1 ����x�ÊA�Q�Q�ڼ����x���Ś�ܵķ��x�˵Ĕ���D��

�D1 �A�Q�Q�ڼ��Ś�ܵķ��x�˵Ĕ���D(��D���֊A�Q���҈D��Һ���Q)
���������������������У������x�Ŀɿ���Ҫ��ܸߣ����x���|(zh��)���É�ֱ�ӛQ����������������ܣ���ռ��g(sh��)�W(w��ng)(http://bjjyhsfdc.com/)�J(r��n)�������x�ɿ��Բ����(d��o)����������©�⣬��(n��i)����ն�׃�ģ�������(y��n)��Ӱ����������ԣ��������w̫�࣬��Ӱ�늅���(sh��)��׃���������^��������ӡ�������ꎘO�l(f��)�����������(w��n)��ݔ�������½����܃�(n��i)����l����늓������܃�(n��i)�≺���ߡ��܃�(n��i)��������������ʧЧ�ȡ�
�����o���~�Ś���䉺���ӵ���տɿ��ԵĺÉ������������ܷ���նȵ���������C������䉺�������������������пɿ���Ҫ����ߵĭh(hu��n)��(ji��)�����ďğo���~�Ś�ܵIJ��ϡ�����̎�����䉺�Q�����Π�Ȏ��挦�䉺������տɿ��Ե�Ӱ��M(j��n)��ԇ�(y��n)�������ó��߿ɿ��䉺���ӵėl����
1���o���~�Ś�ܲ���
�����Ś�������������������^���О��B�������������Ś��O(sh��)����^�ɽY(ji��)��(g��u)��һ�˺��������������У���һ�����Ś�r�̶����Ś��O(sh��)���С������������Ś�r��Ҫ�濾���⣬Ҫ���Ś�ܲ�����Ҫ��500 ��ĸߜ�;�Ś��߀��Ҫ�M(j��n)���䉺���M(j��n)���ܷ���x��Ҫ���Ś�ܲ��Ͼ���һ�������ԡ����x���ߜغ;������Ե��~�����Ś�ܲ��ϡ��~�Ś���ں����^���У��Еr���ښ��h(hu��n)�����M(j��n)���F�������~���σ�(n��i)�������^�ߕ��a(ch��n)���䲡����(d��o)�²���©�⡣������~�Ś�ܵ�©�⣬�����ú���������0.003%�ğo���~���������Ś�ܡ��o���~���Ϻͼ��~���ϳ���������ͬ�������ɫ����������ͬ���y�ԅ^(q��)�e�����ֹ��ʹ�Õr�������`�����~�ܮ�(d��ng)���o���~��ʹ�ã���ÿ���β��Ϻ���ʹ��ǰ���M(j��n)��ԇ�(y��n)�(y��n)�C����ϵĚ����ԣ��_�J(r��n)���ϵ�������ܡ�
�����_���o���~�ܲ��Ϻ��҂��M(j��n)�ЃɽMԇ�(y��n)��һ�M�nj��o���~��ֱ���M(j��n)���䉺���ӣ���һ�M���o���~���M(j��n)���˻�̎�������M(j��n)���䉺���ӣ�Ȼ�^�����ܷ���͙z�y�����ԡ�ֱ���M(j��n)���䉺���ӵģ����Ӻ�l(f��)�F(xi��n)���~�����g��һ���@�p϶��©�p̫����ՙz©�x�]���M(j��n)�Йz©����(j��ng)�^�˻�̎�����~���M(j��n)���䉺���Ӻ�l(f��)�F(xi��n)�ܷ���������ã��z©�x�z©��©�⡣�����f���˻�̎��ʹ�ßo���~��������׃ܛ���܉��C�䉺���ӵ���տɿ��ԡ�
�����D2 ���䉺����ԇ�(y��n)�ڱ���ķŴ�D��

�D2 �o���~�䉺���ӱ���(��D��δ�˻��҈D���˻��)
2���o���~�Ś�ܱ���̎��
�����䉺���ӔD���o���~�Ś�ܕr�����Źܶ���ĈA��׃�����F�������ܷ��B(t��i)���Źܱں�׃�Ξ�80%~86%���ܷ��B(t��i)���䉺���ٽӽ�����ԭ���g��(4~6×10-8 cm)����ԭ�ӵĔU(ku��)ɢ���γɚ����Ժ��ӣ����_(d��)������ܷ⣬�A���Ś�ܣ�����䉺����ǰ�����坍���c�䉺���ӵĿɿ����P(gu��n)ϵ�ܴo���~�Ź��䉺����ǰ�ı����|(zh��)������Ĥ��ˮĤ�������ЙC(j��)�s�|(zh��)����D���r����չ��С�ı�Ĥ�������ڔD���ĽY(ji��)���ܷ��棬Ӱ푉�������՚����ԡ�
�����o���~�Ś���ڿ՚��б�¶�L�r�g�������γ������߀�п������Ś��Ĺ������γɱ���C(j��)е�������������۵ȣ��@Щ���䉺���ӕr��Ӱ푺����|(zh��)���Ϳɿ��ԣ�ʹ���䉺�������γ��_�ڿp�����@��(x��)�p�ͱ����Ѽy��ȱ�ݣ�Ӱ��亸�Ӛ����ԡ��D3 ��δ�M(j��n)�б���̎�����䉺���ӱ���ȱ�݈D����D���ܷ�����g���_�ь�(d��o)��©�⣬�ЈD���҈D���ܷ��(c��)���ϴ��ڼ�(x��)С�Ѽy��(d��o)��©�⡣

�D3 δ�M(j��n)�б���̎�����䉺���ӱ���ȱ�݈D
�����@���M(j��n)���䉺����ԇ�(y��n)�õ���(sh��)��(j��)������δ�M(j��n)���κ�̎�����䉺���ӟo���~����՚��ܲ�©��ı��ʞ�23%���ɿ����ܺܲ���ܝM�����������Ŀɿ���Ҫ�����ں���ǰ�M(j��n)�б���̎����һ����ü�(x��)ɰ����ĥ�o���~���棬�É��s�՚ⴵ������棬Ȼ����ð���պ�ƾ����ßo���~���棬ʹ�����ʽ��ٹ���ɫ������̎�����M(j��n)���䉺���ӣ�δ�l(f��)�F(xi��n)һ�����©��F(xi��n)����տɿ������á��ɴ˿�Ҋ�M(j��n)�б���̎���܉�����䉺���ӵ���՚��ܿɿ��ԡ�
3���䉺�Q�����Π�
�����䉺���ӔD���o���~�Ś�ܕr����������Q���Ś�ĈA��׃�����F��ڣ�ʹ���Ś�܃ɶ˳�����ܷ��B(t��i)���։��Q��ÿ���M(j��n)�к��ӕr�����Ġ�B(t��i)��ͬ��(d��o)�º��ӵĠ�B(t��i)�����ƣ�Ŀǰ���䉺���Ӿ�����Һ���Q�M(j��n)�з��x����D1 ���҈D��ʾ������Q�ĵ��ڞ��F��ڣ���˞�A����ڷ��x�r��Ƭ�䉺�Q������Һ�����(q��)������u�ӽ�����ڵļ�˽��|��һ�𣬌��Ś�܊A�࣬�_(d��)���䉺���ӵ�Ŀ�ġ��@�����䉺���ӕrʹ���Ś��׃��(�ĈA�ε��F���)�ĽǶ����䉺�Q�����Π�Q�����D4 ���䉺�Q����ʾ��D��

�D4 �䉺�Q����ʾ��D
�����䉺�Q���ڵļ����D4 ��ʾ��һ��Q�鵶�^����A����D�����|��Һ���Q����Ƭ���^�܉���ȫ���|�����_(d��)�����Ś���ܷ���x��Ŀ�ġ����D�����^ƽ��һ��(c��)�܉���|��һ��(c��)���ڿp϶����Ҫ�{(di��o)�����^���b��͌����^���M(j��n)�����䣬��Ȼ�D�����Ś�ܕ�����һ��(c��)�������һ��(c��)߀����һ���ĺ�ȬF(xi��n)����(d��o)��©�⡣�䉺�Q���^�����ھ����ȅ^(q��)��һ�����һ���ăA�ǣ���D4 ��ʾ���A�Ƿ֞�ɷN�Ƕȣ�һ�N�ǶȞ�a ��s��90°���ң���һ�N�ǶȞ�b ��s��60°���ң�ԇ�(y��n)�����@�ɷN�Ƕȵ��䉺�Q�����M(j��n)���䉺���ӣ���һ��ֱ��d ���Ś���M(j��n)���ܷ���x���Ś�ܵĺ�Ȟ�0.15 d���䉺���Ӻ��Ś�ܺ��Ӷ���ʬF(xi��n)һ�D����ĵ����棬�ڵ��ڵĺ����һ��׃��һ���Ƕȵ��Ś�ܟo�p��б�棬ͬ�r����ǰ�εČ��ȴ����Ś�ܵ�ֱ��d���҂��@��Q���Ś���ϔD�����ڳ��F(xi��n)���r�D����̎�ĺ�Ȟ鵶�ڽ��|���ȣ�����ǰ����Ȟ鵶�ڵČ��ȣ��Ե��ڽ��|�浽����ǰ�εľ��x�鵶�ڵ��L�ȡ��M(j��n)�ЃɽM�ǶȲ�ͬ�䉺�Q��ԇ�(y��n)��y�����ϔ�(sh��)��(j��)�����z�麸�ӵ���՚����ԡ���1 �鲻ͬ�Ƕȵ����䉺���Ӻ��Ś�ܵ��ڵĔ�(sh��)��(j��)��
��1 ��ͬ�Ƕȵ����䉺���Ӻ��Ś�ܵ��ڵĔ�(sh��)��(j��)��

����������1 ��(sh��)��(j��)�����ڽ��|���Ⱦ���0.7 d�����ڵČ��Ⱦ���1.3 d���@Щ��(sh��)��(j��)�͵��ڵĽǶȟo�P(gu��n)���H��ԇ�(y��n)�õ��Ś�ܲ��ϵĺ�����P(gu��n)�������ڵ��L���ڽǶ�a ��B(t��i)��0.5 d���ڽǶ�b ��B(t��i)��λ0.9 d���Ƕ�С�ĵ����L��׃�L��ͬ�r�҂���ԇ�(y��n)����՚������M(j��n)�Йz�飬�Ƕ�a ����՚��ܲ�©��ı��ʞ�85%���Ƕ�b ����՚��ܲ�©��ı��ʞ�98%����Ҋ�ɷN�Ƕȵ���տɿ��Զ��ܺã����ڽǶ�С�c(di��n)����տɿ��Ը��á�����҂����õ��ڽǶ�С(60°����)���䉺�����ڣ�ͬ�r���]�����ڽ��|����ǰ�Ś����һ����׃�Σ��҂����M(j��n)���䉺���ӕr������λ��ǰ1.5 d �L�ȷ�����(n��i)��o�e�ĺ����档��(j��ng)���ό��䉺������տɿ��Ե�Ӱ푗l���M(j��n)��ԇ�(y��n)����������ǰ��Ҫ���o���~�Ś���M(j��n)���˻�̎�����M(j��n)�б���̎��ͬ�r���õ��ڃA��С��Һ���Q���ھ���������䉺���ӵĿɿ��ԡ�