PM SUER ETX 270��ĥ�C�Cе�ܷ��ޏ͵�̽ӑ
����ᘌ�ij�M����ĥ�C���F�Cе�ܷ�й©�Ć��}��ͨ�^���Cе�ܷ�Y��ԭ�����о�������������ܷ�й©��ԭ���M�з��������������Cе�ܷ�й©�����ɉ��������|���g���ߜص����ص�Ӱ푣���Ʉӡ��o�h���|��p�����ܷ�Ȧ�ϻ������������Y���ó�����ĥ���ޏ̈́ӡ��o�h��ĥ�p�����m�ϭh���ض��£������ƶ�����ĥ��ˇ�ͷ�����ĥ�ӡ��o�h����ĥ�ýM�b�Cе�ܷⲿ�����M�б����yԇ���yԇ�Y�������ӡ��o�hĦ�����g�]�г��Fй©����ĥ�ޏ�ʹ���M����ĥ�C�ӡ��o�h�õ���ֵ����ã��p����I������Y���Ͷ�룬����ԓ�������Ό��ã�Ч���ã��������Cе�ܷ�Y�����ޏ��н��b���á�
����PM SUER ETX270 ���M����ĥ�C�� ��ĿǰȾ�ϻ����I�����M����ĥ�O��֮һ���e�ǙCе�ܷ�ϵ�y����Y�����s�����쾫�ܡ����L���������B�m�\�D�^���У�ԓ�Cе�ܷ�ϵ�y���ɉ��������|���g���ߜ�Ħ���T���ص�Ӱ푣�����Ʉӡ��o�h���|��p�������������P�g���ܷ�Ȧ�ϻ�����K����ͣ�C��
1���ܷ�Y��ԭ��
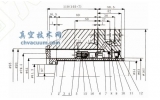
����PM SUER ETX270 ����ĥ�C�Cе�ܷ�Y��ʾ��D��D1 ��ʾ��ԓ�S�����p����Cе�ܷ����Ҷ˞�����ܷ⣬��˞���|���ܷ⡣�����S��1 �c��ĥ�S�g϶��ϲ�ͬ�r�\�D�� ���Ǽ��ͷ�3 �ܷ����D�S��1 ���ܷ�ǻ2���ܷ�Ȧ5 �������o�h6 ���o���ܷ�����o�h6 �c�ܷ�ǻ2�����D�N4 ��ֹ�����o�h6 �c�ܷ�ǻ2�l�������D�ӡ�픽z10 �Ѵ��ˏ�����26 �̶����S��1 �ϣ� ������������12 �����ˏ���28 �Ɖ����˭h9��ʹ���˄ӭh7 �Ҷ���ʹ����o�h6 �������|������ɶ�����|Ħ�����D���ܷ⡣�ɶ���ĥ�p���ɏ������Ԅ��a����
�����ڽ��|�ˣ� ��ĥ���c�S��1 �����Dz���O ���ܷ�Ȧ�����|�˄ӭh14 ���o�ܷ�Ȧ16�����S��1 �ͷ��D�N15 �����£�����һ�����D�����|���o�h19 �÷��D�N21�c���|���ƭh20 ���B�ӡ��ڏ������̶���B�£������|�ˏ���27 �ƽ��|���ƭh20�� ʹ���|���o�h19 ������c���|�˄ӭh14 �Ҷ�����|����ɶ�����|�D�ӣ�ĥ�p����ɿ����ɏ����Ԅ��a������ĥ���S�c�S��1���ܷ�Ȧ30 �ܷ⡣
���������r����ĥ���S�Bͬ�ܷ�Ȧ30 ���S��1 ���Ӵ��˄ӭh�M�������|�˄ӭh14 һ�����D�����|�˄ӭh14 �����c���|���o�h19 ������|��Ħ�����������o�h6 �����c�ӭh7 ������|�γ�Ħ�������������s���|���¿�A �M�룬���ܷ�ǻ����s�������ã����Ͽ�B �ų�������ѭ�h��s��

1-�S��2-�ܷ�Ȧ3-�Ǽ��ܷ�4-���D�N5-���˭h�ܷ�Ȧ6-�����o�h7-���˄ӭh8-���˄ӭh�ܷ�Ȧ9-�����ƭh10-픽z11-�o�����12-���w�ܷ�Ȧ13-�ܷ�ǻ���w14-���|�˄ӭh15-���D�N16-���|�˄ӭh�ܷ�Ȧ17-���|���o�h�ķ�Ȧ18-���|���o�h�ܷ�Ȧ19-���|���o�h20-���|���ƭh21-���D�N22-���|�ˏ�����23-�����24-���25-���D�N26-���ˏ�����27-���|�ˏ���28-���ˏ���29-�ܷ��A���s��˨30-�ܷ�Ȧ
�D1 ��ĥ�Cе�Cе�ܷ�Y��ʾ��D
2��й©ԭ�����
�����ĈD1 �з�������əCей©��ԭ��ܶ࣬��Ҫ���F�����ׂ�����;
����(1)�\�D�^���У����˄ӡ��o�h�ͽ��|�˄ӡ��o�h���|�棬�ڏ������������£���1500r/min �����D�ӣ����a��s60��Ħ���ᡣ�ټ�������ĥ�ҽ��|��70�����fӰ푣��mȻ��ѭ�h���|��s���������l�������y�Ա����ĥ�p����ĥ�p�̶��^��r���ܷ�������u���ͣ�����ĥ�҉����͵��≺�������³��Fй©����ͣ�C��
����(2)ԓ�C����ĥ�Ļ���Ⱦ�Ͼ��к��ĸ��g�ԡ����|�˄ӭh14 ������L��̎��70��Ľ��|��ĥ�����DĦ���У�����u���g�����F���c�ͷ�C���ס��S��������������룬�����|�˄ӭh14���o�h19 ���ƭh20 �M�������˄ӭh7 ���ƭh9 �M�����o�h6 �a����ͬ�̶ȸ��g�����F�Ѽy�ͱ�߅�F���|�ˉ�������27 �ʹ��ˉ�������28 ���g��ʧЧ�� �ǽ��|���o�h19 �ʹ��˄ӭh7 �����Ԅ��{���S���������½��|��ĥ���M��Ħ�����������ӡ��o�h���|�档
����(3)�ܷ�Ȧ���L���ܷ�����ܜضȡ�������Ħ���͚��g��Ӱ푺�����ϻ���ʧȥ�ܷ����ܳ��F�B©��
����(4)�����ˆT�����r���a��s���|����������䉺�^�ߣ����Cе�ܷ�͵���䉺�Ҝض����������ӡ��o�h���ܷ�Ȧ�a�������^���gĥ�p���ء�
����(5)�������ɉ��s���^����Ħ��������˲�g����ĥ�p������ �^�ȵĉ��sʹ����ʧȥ�{�����|���o�h19 �ʹ��˄ӭh7 ����������ʹ�ܷ�ʧЧ��ѭ�h��s�҃����w����������ӡ��o�h���|����������|�˄ӭh�ܷ�Ȧ16 ������o�h�ܷ�Ȧ5 �^�ɣ������|���o�h19 ����˄ӭh7 �S�ӕr�����|�˄ӭh14 ������o�h6 Ó�x�ӭh�����o�h�������|���o�h�ܷ�Ȧ18����˄ӭh�ܷ�Ȧ8 �^�o������Ƅ����裬ʹ���ɟo���{���S�����ȣ� Ҳ����əCе�ܷ�й©����Ҫԭ��
���������@�N�����s���ܷ�ϵ�y�� �ڵ����ѭ�h��s���|ͬ�rй©�r�����ױ��l�F�������м��^�졣��ֻ�е���й©��ֻ��ѭ�h��s���|й©�� �ڲ���ԭ��r���������y��Ҫ������r��й©�Y���M���^�졢����ԭ�����ų���
3���ӡ��o�h����ĥ�ޏ�
������ĥ�DŽӡ��o�h�ޏ�ˇ�^��������Ҫ�Ĺ��������dz�����ĥ������ͬ�ڳ�Ҏ��ĥ���������ӡ��o�h��ĥ�|������ĥ�r�Ŀ��^�l��Ҫ��ʮ�և��� ��Ŀǰ�����һ�N�ӹ�����֮һ��
�����ӡ��o�h��ĥ����ڌ��T�Ĺ������M�У��鱣�C��ĥ�|���������ґ��߂����l���������ҵػ��Ԍ�����������������Ӱ���ĥ����;�������坍�Ƀ������ա�ͨ�L�l��Ҫ�ã��҃�������ȑ�������40%��60%�����ȣ� ��ֹ���ڿ՚��Н���^���ʹ�ӡ��o����a���P�g;�҃Ȝض�20��±3�棬��ֹ�ض�׃��Ӱ���ĥ�̈́ӡ��o�h�Ĝy��;�҃Ⱦ߂�1 �����ȵ��ڙz���ߡ�ƽ���������@�R����ʽ��W���^�x��; �҃Ⱦ߂�3 �KǶ����ĥ�����T�F��ĥƽ�塢��ĥ�A�ߺ���ĥ����
������ĥ�ӡ��o�h�ɲ���һ��ƽ�壬��ʹ��ǰ��ԓ���^���g�y����У�ʡ�У��ƽ�����3 �廥�У����Eͬԭʼƽ����У�һ��ɲ��Ý��еķ�����ĥ������W20 �t������ĥ�۴��У�����W10 ���µ��t�����м��С��ɉKƽ�廥�Еr����ƽ��ÿ���Ƅ��������x������ȣ�ƽ���Ƅӿ��g�ľ��x�����^����1/3����ĥ܉�E��“8”���Σ�����������˜ʵ�ƽ���D�^90°��180°�� �Ը�׃��ĥ���|��λ��
����ƽ����ĥ�� ������0 �����ȵĵ��ڳ��Թ�϶���z��ƽ���[5]��Ȼ������ƽ��ƽ���Ը��淨�z�顣�z������ȿv��M���ٌ��Ǿ���ÿ���낀ƽ��ֱ���z��һ�Ρ��`��ó��^0.5 �l���控�� ����ֲڶ�[4]Ra0.0025μm ���¡�
����ƽ���ƽ��Ⱥͱ���ֲڶ�У�ʺϸ�� �茦���M�Љ�ɰ����ɰ���õĻ��Һ���W�䷽�飺�t������ĥ��20g��Ӳ֬��0.5g����������200mL��ú��10mL�����Һ���ú������һ���������á���ɰ�^�����£�
����(1)��ƽ���ù��I����ϴ�Ƀ������ú������Ͳ�����
����(2)�����Һ�u���o��Ƭ�̣���С�ι���������ƽ���ϣ�ʹ֮�����_�ɱ��ӡ�
����(3)����ƽ���M����ĥ��ֱ��ƽ���g�������^��ɰ���ʞ���������ճ����B��������ǰ�Ƅ���ƽ��r��Ҫ���ּӉ��� ͬ�r����ƽ�岻�r���D��90°��180°��������������
����(4)�ɉKƽ�剺ɰ��ȡ�£��õιܞ��ϸɃ��ĺ������ͣ���Ó֬��������ӣ�Ȼ������һ�K�cĩ��ɰ��ƽ�����M�Љ�ɰ��
4����ĥ������
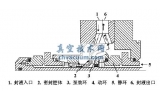
�����ӡ��o�h����ĥ�ӹ�һ���4 �������M�С����ֹ������ĥ�^��������ĥ���^����ɰl�ᣬ �����ڿ��ƃɭh����ĥ���ȣ� ÿ����ĥ����������ĥ����������������10μm��7��9μm��3��5μm����ĥ�����и��к͝��ЃɷN�����^���Еr�����͌�ƽ�������ֱ���ډ�ɰƽ������ĥ�����c�ǭh����ĥ����ƽ����ĥ�� ȱ�c����ĥ�����ɫ�ɹ�������׃���ɫ�����ן���;��������ƽ����Ϳ������ĥ�����M����ĥ���䃞�c����ĥЧ�ʸߣ��к�h��������R��ȱ�c������ĥ���^����ĥ�h�׳��F�����ӡ��o�h��ĥ���ֹ���ĥ�͙Cе��ĥ�ɷN�������چμ���С�����ӡ��o�h���ޏ͕r��ͨ�������ֹ���ĥ���ӡ��o�h��ĥ�b�Aʾ��D��D2 ��ʾ����ĥ�r���Ɍ��ӡ��o�h3 �b�ڊA��1 �У� �ɭh�ı���ĥ��Ҫ�ȊA��ƽ��߳�0.5��1mm����ĥ�r���p���Q���ΊA�ߣ����A��ʩ�Ծ������Ĺ������������������“8”��܉�E��ʽ��ĥ��ÿ����ĥʮ��Σ��ٌ���ĥ�Ąӡ��o�h�{�D90°�^�m��ĥ��
����������ĥ�����_������Ҫ��һ����ĥ����Ҫ����ĥ�ۼ��������������E��ʹ�����ƽ��������ֲڶ��_Ra0.005μm������ƽ�ж��`����^0.5μm��

�D2 �ӡ��o�h��ĥ�b�Aʾ��D
�����ڶ�����ĥ���ӡ��o�h�ı���ֲڑ��_��Ra0.005μm�������ƽ�ж��`����^0.3��0.2μm��
������������ĥ���ӡ��o�h�ı������ȑ��_Ra0.025��0.006μm����ƽ�ж��`����^0.1��0.005μm������ĥһ����ø��С��ӡ��o�h���^������ĥ������ֲڶȿ��_Ra0.012��0.006μm���ӡ��o�h��ƽ�жȑ�С��0.005μm��
�������ֹ���ĥ�ޏ̈́ӡ��o�h�r��ע�������c��
����(1)��ĥ�r�ӡ��o�h��������ƽ������\�ӣ�ʹƽ�����ĥ�p�����Ա��C��ĥƽ�幤����Ĝʴ_�ԡ�
����(2)�ӡ��o�h��ƽ����ÿ����ĥ20 �Σ�Ҫ�����͌�ƽ��������ټ���2��3 �λ����ĥ������tƽ���Ϸe����м���E���������ĥ�档
����(3)������ĥǰ��������Ȼ��ʯ��ĥƽ�壬��Ƕ��ƽ�����ϵĄ����岿�ִ�ƽ���Ա��C�ӡ��o�h�ı���ֲڶȡ�
5���ӡ��o�h�ĽM�b
�������ӡ��o�h�ޏͺ��Cе�ܷ��M�нM�b�r������Ҫ���M�У�
�����M�b�ҝ��������C�M�b�h��������������z��o�`���M����ϴ���e��ѭ�h��s�ң�һ��Ҫ��ϴ�Ƀ����������w����������˄ӡ��o�h�ͽ��|�˄ӡ��o�h��ϴ���ɺ����ñ�ͪ����һ�飬�_�����|�杍��[6]������������M�нM�b�����C���㲿���b�����_���D1 �н��|���o�h�ܷ�Ȧ18 �ʹ��˄ӭh�ܷ�Ȧ8�ɾo�m�ȣ�ʹ�������Ԅ��{�����S�������ӡ��o�h���|����ҪͿ��һ�ӝ���֬�� ��ֹ�_܇�r�ɉ��s�^����ʹĦ������˲�g��Ħ�������������b�ܷ�ǻ���w13 �r�����ډ����������ã���횽��Ì��É��w��������6 ��M10 �ݼy��11�������،����w���£�ע���������w�ܷ�Ȧ12 �D�顣�Q�o���w�ݽz�r����Ҫ�������w���o���Է��ɉ�����������Ʉӡ��o�h�ܷ����ܽ��ͣ�֮����3 ��M6 �ܷ��A���s��˨29 �iס�S��1���M�b��ɺ� ���S�ͰѾo�����11 픲�Ϳ�����Է�ֹ�ݽz�����g����´ξS��ж���y��
6�������yԇ
�����ڽM�b������ɺ� Ҫ���Cе�ܷ��M���o�B���\�D�����yԇ��
�����o�B�����yԇ�� �љCе�ܷⰲ�b����ĥ�C���S�Ϲ̶��� �b����ĥ��ɢ�P�� �Q��3 ���ܷ��A���s��˨29���B�Ӻõ���_�����M��Cе�ܷ��A �ͳ���B����_���҃ȼ�����s���|����־��λ�ã� �քӱP܇�ų��ܷ��҃ȿ՚⡣���õ���ƿ��䉺�҃ȳ䉺��0.6MPa �r���P���䵪�y�T�M���o�B�yԇ��ע�ⲻҪһ�γ䉺�^�ߣ���t�����ӡ��o�h���|����ܷ�Ȧ���һ���Ă������s��ʹ�É�����
�������÷���Һ�M���ܷ���ԇ�[8]��������_���Һ͙Cе�ܷ���B���c�Ĺܼ������^���y�T���M��Ϳ����Һ�z�顣���К��ݳ��F���f����̎й©���茦���M�Йz�ޡ�ÿ��20min Ѳ�鲢ӛ䛉���׃����r�� �牺�������½����f���Cе�ܷ�Ȳ��ܷ�Ȧ��ӡ��o�h���|��M�b�І��}���茦���M�зֽ����ԭ�������ų��������°��b�yԇ�����o�������yԇ1h �������ֲ�׃���t�M�b��ĥ�C�M���\�D�yԇ��
�����\�D�����yԇ�� �_܇�r�^�쵪�≺������ѭ�h��s���|��׃����r������s���|��й©�������ܷ�Ȧ�̈́ӡ��o�h���چ��}������s���|ÿ��й©�����^0.5L�r���t�����ӡ��o�hĦ��������й©����Ҫ���M�Йz�ޡ�������≺����ѭ�h��s���|�o׃���� �t�C���S�M�b�ϸ�
7���Y���Z
����ͨ�^���p����Cе�ܷ�ӡ��o�h����ĥ�ޏͽ�Q�˙Cе�ܷ�Y����й©��ʹ�M����ĥ�C�ӡ��o�h�܉��ֵõ���Ч���ã����p�p��I������Y��Ͷ�룬����M���O������������˺ܴ�����á�ԓ�������ο��У����ٌ��ã�Ч�����ã��������Cе�ܷ�Y�����ޏͣ�Ҳ�ɽ��b��