�Cе�ܷ�Ħ������ضȜyԇ�����о�
���������ˬF�A���Cе�ܷ�����ضȜyԇ���g�İlչ��r��̽ӑ�˳��Üyԇ�����ă�ȱ�c�����ÔM��������������һ����LabVIEW�Ķ���ضȜyԇϵ�y������ԓ�yԇϵ�y�ڙCе�ܷ�����ԇ�C�������һ���Cе�ܷ�hĦ������ĜضȜyԇ�����Y������ԓ�yԇϵ�y�����^�ߵĿɿ��ԡ�
��������
�����������D�O���в���ȱ�ٵ��ܷ��b�ã��Cе�ܷ����乤���ɿ���й©��С�����c���ڱá����s�C�����������x�ęC�ȹ�ˇ�O���ϵõ��ˏV�����á��Cе�ܷ����������r���ܷ�h�����D�Ӯa����Ħ�����Լ��ܷ⸽���a���Ĕ���ᣬ�������ܷ����Ĝض����ߣ��Ķ����ܮa����ҺĤ�������������ѵ��T�����}���鱣�C�Cе�ܷ��L�ڷ����ɿ��\�У���������ܷ����Ĝضȼ���ֲ����Ķ���ȡ��Ч�Ŀ��ƴ�ʩ����ˣ��о��Cе�ܷ����ضȵĜyԇ�������������ƵĜyԇϵ�y������Ҫ���x��
1���Cе�ܷ�Ħ������ضȜyԇ���g�lչ�F��
������������Cе�ܷ�Ħ������ض������о���ȡ�����^���Mչ��Ŀǰ�������|�c�Ɍ�����ضȜyԇ���g�֞���|ʽ�ͷǽ��|ʽ�ɴ��
�������|ʽ�y����Ҫ�ǟ��ż��������跨�����ż���nj����ż�����o�h�ȣ��y�����N���ڿ���Ħ������һ�ȣ��Ҝy�����xĦ������Խ�����y��Խ�ʴ_�����ż�����@�����c�ǜyԇ���ȸߣ����������Ժã��ܜʴ_��ӳ����ضȵ�׃����r����Ŀǰ�Cе�ܷ����ضȜy���в������ķ�������ȱ�c��푑��ٶ������^��(����ڟ����)����ӳ�^���ض�Ҳ����ʴ_������跨��ʹ�ß����ضȂ������M��Ħ������ضȜyԇ�ķ�����ԭ���c���ż����ͬ�������������y�����ȸߡ�푑��ٶȿ죬����ڜy������ضȕr��ֱ�^�ط�ӳ�ܷ����Ħ���l����r������ȱ�c�Ǿ��Բ�ϻ��졢�w�e���h���ض������Դ���ԓ�������ڜy�����w������B�µęCе�ܷ����ضȕr��Ч���^�ã��ڻ��Ħ����B�£��yԇ�����������^����_��������ƣ��ɷN�������o���ʴ_�y��Ħ������Ĝضȡ�
�����ǽ��|�y����Ҫ�мt��y�ط������y�ط����t��y�ط������üt����V�y���ܷ����ضȵ�һ�N������ԓ�������ڲ��ɔ_���y�؈�����r���F����ضȵ��B�m�����r�y�����t��y�ط����^����y���\�����w�ı���ضȣ��ɽ�Q�������D��������y�ص��y�}��Ȼ�������ܱ���l���ʡ��܇��h�����S�����ص�Ӱ푣���y�ؾ���ͨ�����ڟ��ż�Ĝy�ؾ��ȡ����⣬�t�����x�r���F���y���ƏVʹ�á����z�y������ԭ���Dzɼ��ܷ����Ħ�����a���������������M������̎�����ԫ@���ܷ�����|��r����Ϣ���������T��������Ժ���푑��r�g�ă��ݣ��^ȥ�Ď�ʮ����ڟ��ż�ȳ�Ҏ�ֶΟo���M��Ҫ��ĭh���У����y�ط���u��׃��һ�N�µĜضȜy�����g���ǽ��Cе�ܷ����ض��о��������x��һ��������΅^������Ϣ��Դ�ǽ�����y�ط��о���һ����Ҫ�΄ա�
����Ŀǰ�о��������Cе�ܷ�Ħ������ضȵĜy�������ׂ��y�c��һ�DŽ��o�h֮�g���g϶�dz�С�������Բ���ضȂ����������Ƕ���Ħ���ضȵı��֕r�g�̣��o��ͨ�^���_����һ�������M�МضȵĜy��������ͨ�^���o�h�ĺ���@�_ä�לy���ضȵķ������ӹ���Ҫ��ߣ����ǬF�зǽ��|�y�������y���ƏV���á���ˣ������о��ߌ��Cе�ܷ����ضȵĜyԇ���g���Mһ���о���
2��Ħ������ضȵ������M�Ϸ��о�
����ᘌ����y�Cе�ܷ�Ħ������ضȜyԇ�����IJ��㣬���IJ��ÔM��������������һ����LabVIEW�Ķ���ضȜyԇϵ�y��
����2.1��Ħ������ضȜyԇģ��
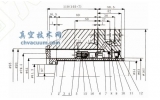
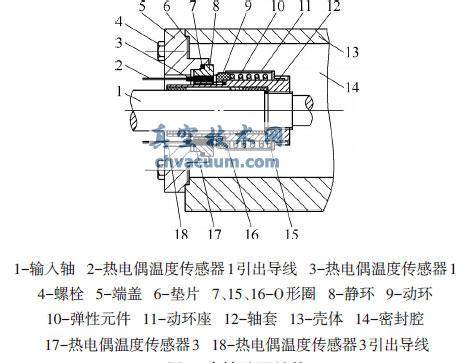
���������о��ęCе�ܷ�Ħ������ģ����D1��ʾ��ԓģ����Ҫ�Ʉӭh���o�h������Ԫ�����ӭh�����S�ס����ż�������M�ɡ�
�D1 Ħ������Y��
����2.2���y��ϵ�yԭ���cӲ���OӋ
����ϵ�y����Ҫ�����nj�4̎��ͬ������ɼ����ĜضȔ������M�ϳɜض�T �c���x�������h ������T=f(h)����ȡh=0̎�Ĝضȼ������ضȡ��y��ϵ�y�OӋ˼·�飺����ϵ�y���ضȜy������Ҫ�x����������{��������z�y������̖�����딵���ɼ�������A/D�D�Q���γɔ�����̖����Ӌ��C��Ȼ������LabVIEWܛ������̎���@�õĔ�����Ϣ��ϵ�y���w�Y���D��D2��ʾ��
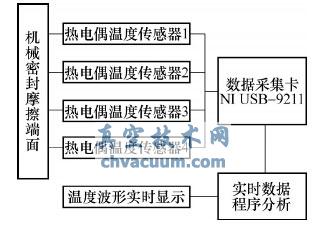
�D2 ϵ�y���w�Y���D
������M��MС���g�y����Ҫ���x��D�`��˾���a��TT-K-30���ż������ضȜy�����������䅢�����1��ʾ��
��1 TT-K-30 ���ż������

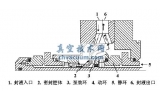
�����������İ��b�Y����D3��ʾ�����o�h�ܷ��汳��ͬһֱ������������ӹ�4��ϕ1 ���S��ä�ף�ä�����h1��h2��h3��h4���քeȡ2��4��6��8mm�����bǰ���Ȍ����ż�����y�����M�к��ӣ����ý^���z���y��������ä���У���ֱ̖���ɟ��ż����ݔ�����������B�ӌ���D��D4��ʾ��
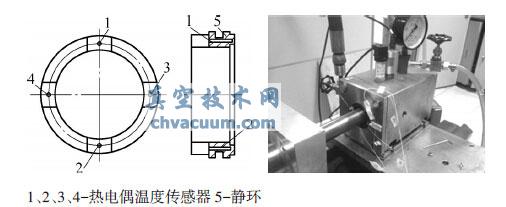
�D3 �o�h�y���Y�����D4 �������Ӿ�����D
���������ɼ������B�����������c��������Ę�����������������ģ�M��̖���^�ɼ�����A/D�D�Q�Ϳ���׃��Ӌ��C�܉��R�e�Ĕ�����̖����ϵ�y����NI��˾���a��Cϵ�����ɼ���USB-9211��USB-9211��һ�����USB���п����ĸ��ٲɼ��������Іζ�8·(����4 ·)��24 λ�ֱ��ʵ�A/D ͨ�����ɘ��l�ʞ�12S/s��
����ԓ�ɼ�����һ��LabVIEWƽ�_֧�ֵĔ����ɼ��������ֱ��ʹ��LabVIEW �Ԏ������M�о��̹��������⣬���˱���ӵػ�·�Լ��h���ĸɔ_����ϵ�y�x���֜y��ϵ�y��
����2.3���yԇϵ�yܛ���OӋ
�����yԇϵ�y��ܛ����Ҫ�Ǟ��ˌ��F���ɼ��Ĕ����M�з���̎�������r�@ʾ���Y���惦���Լ����Ɉ��ȡ�
������ϵ�y��ܛ���OӋ��Ҫ�ǻ���LabVIEW2009ܛ����̓�M�x���OӋ����ԓ�yԇϵ�y���OӋ��Ҫ����ǰ���Ϳ�������OӋ��ǰ����OӋ��Ҫ��ᘌ��OӋ������Ñ����档����������֞����ģ�K����Ҫ�����{��DLL�ļ��Ӕ����ɼ���ģ�K���ضȔ����ɼ��͌��r�D���@ʾģ�K�ȡ��ضȲɼ�ǰ�����D5��ʾ��
������ϵ�y�ж���ضȵ������M�ϲ���LabVIEW �������е�“�o�s��ָ���M��”��“�V�x���ʽ�M��”���ڟo�s��ָ���M�Ϻ͏V�x���ʽ�M���У�Y ���o�h��ͬ��ȵĜض�ֵ��X �����ֵ���Y���κ͞I���ˌ��Cе�ܷ�h����ضȈ��Ĝyԇ�о������������Ĕ����^�y��֪���S��ض��������Π�钁�タ�ͣ����ԃɷN��ʽ��������С���˷���M�϶���ضȣ������xȡ������С������M�Ϻ��������ͨ�^X ȡ��õ�Ħ����ض�ֵ�������M��ģ�K��ǰ�����D6��ʾ��ԇ�Y����������Ħ����ض��@�������r�õ��ĔM�������ǿ��ŵġ�
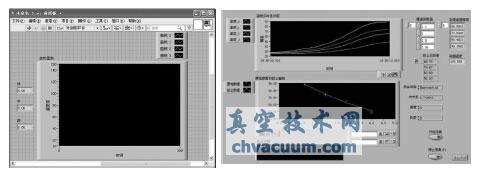
�D5 �ضȲɼ�ǰ��塡�D6 �����M��ģ�Kǰ���
����2.4��������
�����鿼�챾�����_�l�ęCе�ܷ����ضȜyԇϵ�y�Ŀɿ��ԣ��ڙCе����ԇ�C��ʹ��ԓ�yԇϵ�y�����һ���Cе�ܷ�h�Ķ���ضȜyԇԇ���ڶ���Ħ���ض��cĦ��Ť���g����ֱ���Pϵ[19]���ʱ����ڜy������ضȵ�ͬ�r��������Ħ��Ť��Ҳ�M���˜y�����Ԍ����f���ضȜyԇϵ�y�Ŀɿ��ԡ�ԇ�Y����D7��ʾ��
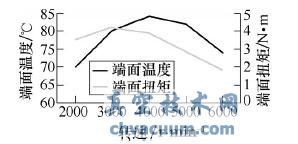
�D7 ��ͬ�D���¶���ضȼ�Ť�،��ֵ
�����ɈD7��֪���D���ڵ��_3000r/min֮ǰ������Ť�ز���������Ħ�������g��Ħ�����������a����Ħ����Ҳ�S֮���࣬�Ķ����¶���ضȵij��m���ߣ��@���ܷ⸱δ�_���_���D��ǰ��׃��������Ť�����D�ٳ��^3000r/min���½����@���@�����˿��D�ٞ�Ŀǰ���r�µ��_���D�٣�������ض��ڴ˕r׃�����������^һ���r�g��Ҳ���½�څ�ݣ��@������̼�h�Ĝض��½���Ҫһ���ĕr�g����ʹ�_�����_���D�ٺ���ضȵ��½�Ҳ�dz��������˺��S���D�ٵ����ӣ�Ť�pС������Ħ�������g��Ħ�����pС���a����Ħ����Ҳ�����p�٣�����ضȳ��½�څ�ݣ������f���ܷ���o�h�ڴ˺���\���^�����ѷǽ��|����ʹ�Üض������½����ɴ˿�֪���yԇϵ�y�õ����o�h����ض��ǿɿ��ġ�
3���Y�Z
����(1)��ϵ�y�_�O����ä�ף����C���ܷ����������ԣ�
����(2)ä���_�����δ���e���ƣ��˷��˼ӹ��o���N��Ħ������ä�����y�Լ����茦�y����Ӱ푣���˜y�����ȸߡ������Ժã�
����(3)��ϵ�y��LabVIEWܛ����yԇƽ�_�����F�˔����ķ���̎�������r�@ʾ���Y���惦�����Ɉ��ȹ��ܣ�ϵ�y���кܴ���`���ԡ�