�x�ı��~݆�����g�����OӋ
1��ǰ��
����ij��ϩ��˾ѭ�hˮϵ�y����17�_32SA-10C�͆μ��p��ʽ�x��ˮ�á�96���_���ԁ�ԓ�ý����������g����ɱ��\�в�ƽ������ӡ�����ƫ�����ص����~Ƭ�l�����g�Ɖĕr���ßo���^�m�\�С�
2��ԓ�x��ˮ��ԭʼ����
2.1��32SA-10C ѭ�hˮ�õ���Ҫ����
������1��������5040m3/h�� ��2���D�٣�730rpm����3���ضȣ�40�棻 ��4�����|��ѭ�hˮ��
2.2��32SA-10C ѭ�hˮ�õ�ʹ����r
�������~݆����HT200 �ҿ��T�F���죬����ʹ�Õr���\�в�ƽ������Ӵ��������\�а��꣬�~݆�����߅���~Ƭȫ�L������֮һ̎�����g��ȫ�����ף��������40mm���@�r���ò�ͣ�C���Q���~݆��
3���x�ı��~݆������ʩ
3.1���x�ı����g�Ɖĵ�ԭ��
�������g��һ�NҺ�w�����W�F�l���ĸ���ԭ������Һ�w�������^���г��F�˾ֲ����������γ��˵͉��^����������ډ������͵�ԓ̎�����ض��µ���������r��Һ�w�l�����v������ʹԭ�����ӵ�Һ���г��F�������ݣ������а�����ݔ��Һ�w������������ԭ���ܽ���Һ�w�ж��ݳ��Ŀ՚⡣�������SͬҺ���ĵ͉��^����߉��^�r���������܇��߉�Һ�w�������£�Ѹ�ٿsС���Y�������ر����������������Y�^���M�е÷dz�Ѹ���cͻȻ���Y���ښ�����ʧ�ĵط��a���ֲ�����գ��܇������D׃��Һ���dz�Ѹ�ٵ؏���������տ��g�_�D�������a�����ҵ�ˮ�����γɘO��ě_���������ښ��ݵijߴ�OС�������@�N�_���������������c���ݽ��|�����С�����ϣ��䉺�����_���ق���≺���ϣ�ˮ���l�ʸ��_25000��/s�����ʹ���ϱ������ܵ����l�߉������؏��d�����ö���u�a��ƣ���Ɖģ�ͬ�r��������a���Ě�����߀�A�s�л���w��������ȣ��������ښ������Y�r�ų������������W���g���ã���ʹ���ٱ�����F���c�Ԍ��´��ף����ؕr���پ����ɄӲ�����ʬF���䳲�������ѱ����g�����@�N���ݲ����γɣ����L�����ѱ��������²����ܵ��Ɖĵ��^�̣����Q�����g�F��
3.2��ѭ�hˮ�Ã�������
3.2.1�������~݆����
�������ڬF����ˇ�l�����ƣ���ϩ��˾ѭ�hˮϵ�y32SA-10C ���M�ڹ�·���^���s����ɹ�·�pʧ�^���~݆�M�ڴ������@���������γ����g������ʹ�����g�����������Ч���g����NPSHa ��pС�����g����NPSHr�����C��Ч���g����NPSHa ���ڱ����g����NPSHr��������Ч���g����NPSHa �Ĵ�С�c�b�Å�����Һ�w���|���P���������g����NPSHr �c�b�Å����o�P��ֻ�c���M�ڲ����\�Ӆ������P�����M�ڲ����\�Ӆ�����һ���D�ٺ����������ɱõĎ΅����Q���ģ�Ҳ�����f�������g����NPSHr ���ɱñ���Q���ġ����M���˶����^���_�������и��췽��������ԭ�Ú�����������·�ȹ�ˇ�l����׃��������׃��Ч���g����NPSHa�����ǰ����H��ˇ���������OӋ�~݆��ͨ�^��׃�~݆�����pС�����g����NPSHr������߱õĿ����g���ܡ�
3.2.2�������~݆�����칤ˇ���~Ƭ����
����ԭ�~݆�������T�F���w�T��ķ�ʽ���T�F���ϵľ����Y���������ܣ�σs��σb������ߣ����������g�����������ڰl�����g����r�£��������γ����g�Ɖģ��T���~Ƭ�]���^�ߵ����ȣ��������ɣ������ִ����g�������@��������~݆����������ԭ��׃�~݆���칤ˇ���~Ƭ���ϣ�����߱õĿ����g���ܡ�
3.3��������ʩ
���������g������

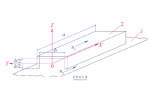
����ʽ�У�v0—�~Ƭ�M����ǰ�Ľ^���ٶȣ�w0—�~Ƭ�M����ǰ�������ٶȣ�λ—�~Ƭ�ډ���ϵ����
����Ҫͨ�^�pСNPSHr ֵ����߱ñ����Ŀ����g���ܣ��t���ͨ�^�pСv0��w0��λ �팍�F���ڌ��H�����^���У�ͨ�^��׃�~݆�M��ֱ��Dj��׃�~Ƭ�M�ڽ�β1���_���@һĿ�ġ�
3.3.1�������~݆�M��ֱ��DJ
�����O�~Ƭ�M�ڈA�ܷ��ٶ�VUI=0�����~Ƭ�M����ǰ���ٶ�������w02=v02+u02 ���������~݆�M��ֱ��DJ���t�A���ٶ�u0����V0�pС���ش���һ��DJʹ����ƽ������С���F������������Dj��