��ձ��~Ƭ����ʧЧ����
����ͨ�^����ձ��~Ƭ�M�к��^��ò������������R�����ͽ��������ͬ�r�M���˲��ϻ��W�ɷֺ��������W���ܜyԇ���C��ӑՓ�ó���ձ��~Ƭ����ԭ�����ڲ��ϵ��T��ȱ������ձ��~Ƭƣ�ڔ��ѡ�
1��ǰ��
����ij�SҺ�hʽ��ձõ��~Ƭ�ڷ����^���аl���˔���ʧЧ���õ��~݆��һƫ���~݆�����|��Ҫ����ͺ͵��⣬���Ϟ�CF8M( �����˜��е�һ�N���P�) ����չ�Һ��������~�����ʞ�78kW���D�ٞ�735r /min����ձ�����һ��r�l������ʧЧ������ǰ�o������ӡ��b�ڇ������ʧЧ��r�r�аl������Ū����ʧЧ�C�����ʌ����M��ʧЧ������
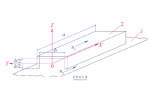
����ԓʧЧƫ���~݆����һֻ�~Ƭ�ĸ����l�����ѣ����@ֻ�~Ƭ���Ѻ����~݆��С�돽̎����ס�����c��������3 ���~Ƭ�_��׃�Σ���D1 ��ʾ���D2 ���~Ƭ�Ĕ����ò�����l�F���~Ƭ�������ƽ�����ֲ��^���б��^�⻬�Ĕ�ڡ��Ĕ���Ͽ��Կ���ؐ���y�ͺܶ�����ėl�y���f��������ʽ��ƣ�ڔ��ѣ��@Щ�����l�y�ļ����c����ƣ���Ѽy����Դ�c���ĈD߀���Կ���ԓ�~Ƭ�����Ƕ��c���ѵġ��Y����ѭ�h�d���°l��ƣ��ʧЧ�����c�Y���ϵĻ���σȲ��đ����������P����ռ��g�W(http://bjjyhsfdc.com/)�J��ʧЧ���������c�nj��@Щ�Ѽy��Դ�c�M�з��������Ƿ���ԭʼȱ�ݣ��Ķ��Д��Ѽy������ԭ��

�D1 ʧЧ�~݆

�D2 �~Ƭ�����ò
2��ԭ�����
2.1����ڒ�����R����
�����D3 ���~Ƭ�����ijһ�����cSEM ��ò��SEM �@ʾ����̎��ߜ��ۻ��γɵ������ò���ǵ��͵��T�������������D4 ����Ŵ�D���D5 ���Ѽy�Uչ�^��ƣ���x�y���T���������������У��ɞ������c����ѭ�h�d�������°l��ƣ��ʧЧ�������Ɣ��̎���T�����Ɍ��µ�ƣ���_�ѡ�

�D3 �����cSEM ��ò

�D4 �T������

�D5 �Ѽy�Uչ�^��ƣ���x�y
2.2�������~Ƭ���Ѽy�о�
���������C���~Ƭ�������T��ȱ�ݶ�����Ĕ��ѣ��Fȡ�����~Ƭ�M�з�����
�������Ȳ�����ɫ̽���������~Ƭ�����Ѽy�M��̽�y�������xȡһ�l�Ѽy���������_��һ�M����������^�죬һ�M���Ѽy���_����������R�^��������ò���Ē�����R( ��D6) �п��Կ������Ѽy�������~Ƭ������Դ�ģ����ڃȲ�ij�����F�T�����ɵ�λ�ã�֮���Ѽy��ƣ�ڔUչ���Uչ�^�к������ӵĽ����_�A���f����̎Ҳ�������T��ȱ�ݶ������ƣ���Ѽy�����~Ƭ����ȡһ�Kԇ�ӌ�������������R����D7 ��ʾ���������S���Ѽy��

�D6 ���х^

�D7 �~Ƭԇ���Ѽy
����������R�����^�쵽�~Ƭ���������Ѽy�⣬߀�l�F�������T��ȱ�ݶ��γɵ����ɣ��@Щ�ط�Ҳ���ܕ��Uչ���Ѽy����D8 ��ʾ����ԇ�ӵ���һ������������R��ͬ�Ӱl�F���T�����ɡ��f���~Ƭ����̓Ȳ������T�����ɣ��@Щ�T������ȱ�ݶ��Ǒ��������c�����������Ѽy��Դ�c��

�D8 �T������
2.3�������^��
�����D9 ���Ѽy�Ľ����@��ò��δ�l�F�M��ȱ�ݡ�

�D9 �Ѽy������Ƭ( x100)
2.4�����ϻ��W�ɷֺ����W���ܜyԇ
������1 ���~Ƭ�Ļ��W�ɷַ����Y��������ASTM A744 ��CF8M ���P䓵Ļ��W�ɷ֡�
��1 ���W�ɷַ����Y��( w%)

������2 ���~Ƭ�������W���ܜyԇ�Y�����������ȵ���ASTM A744 �˜�Ҫ��
��2 ����yԇ�Y��

3��ӑՓ
3.1���Ѽy����
������ڵĺ��^�DƬ�Ͽ��Կ����ж��������c�����ڔ������~Ƭ���^Ħ�������������c�����w��δ�����w�������c���^�쵽�T������ȱ�ݡ��ڽ�׃�d�������£��T�����ɳɞ鑪�������c�M���γ�ƣ���Ѽy��
3.2���Ѽy�ĔUչ��˲�r����
�����Ѽy�Uչ�^��ƽ�е�ƣ���x�y���@�������~Ƭ�ܵ���׃�d�ɵ����ã��γ�ƣ���Ѽy����ƣ���Ѽy�Uչ��һ���̶Ⱥ����ʣ��Ľ��治���ԳГ��������ö�˲�r�l�����ѡ��@���֔�ڏĺ��^�Ͽ��ǻҰ��ġ�
3.3���~Ƭ�����^��
�����D10 ��ʾ���~Ƭ�����^��ʾ�⣬������������������ڵ��T������̎�a������ƣ���Ѽy��Ȼ���@Щ�Ѽyƣ�ڔUչ���������B�����˲�r���ѡ�

�D10 �~Ƭ����ʾ��
3.4����׃�d�Ɂ�Դ
�����~Ƭ��ʧЧ��ʽ��ƣ���_�ѣ�ƣ���_��һ�����ڽ�׃�d�ɡ���ձ��ښ�Һ������|�й�������Ȼ�ܵ���Һ�������~Ƭ�ě_�����ã����~Ƭ�Ľ�׃�d�Ɂ�Դ��:
����(1) ���~Ƭ�D���M�뵽Һ���r��Һ�w���~Ƭ�������Եě_������;
����(2) ���~Ƭ�ښ��ಿ���D�ӕr���w���������~Ƭ�a���_�����á�
�������Ϛ����Һ�����~Ƭ������������~Ƭ���D�Ľ�׃�d�ɗl�������~Ƭ���ڑ�������( �T������) �r��a����ƣ���_�ѡ�
4���Y�Z
�����~Ƭ��CF8M ���P��T����������ʽ�����Դ��ƣ�ڔ��ѡ��~Ƭ����ԭʼ�T������ȱ�ݣ��T������̎���������½����ڽ�׃�d���������γɑ������У��a��ƣ���Ѽy���~Ƭ�ĸ�����������Ѽyƣ�ڔUչ��죬�����~Ƭ����ڸ������ѡ���ˣ���Ҫ����T�����|���������T�����ɵ�ȱ�ݡ�