�O����խh����ܛ���ٵ����ܷ��о�
�����ܷ��DZ��C�������l�䡢�\�пɿ��Լ��������P�I�h��֮һ���S���������̽�y���g�lչ����������Ҫ��Q�ژO����խh�����O����ܷ⼼�g�����ĸ������g�h�����m��Ҫ�������OӋһ�N����ܛ���ٺϽ��������ϣ������ܷ������ϵ��ܷ⼼�g�����տ��g�h���ܷ�©��ָ��Ҫ���ܷ���ϷN��ɷ���ȡ��^�Y�������ں��A�o�����P�I�����M���˷����͌���о����ڸ���l����ͨ�^���yԇ��ܛ���ٲ����ܷ��b��©����r�͜ضȭh���ķ����ԡ����Y��������ܛ���ٲ��Ϻͻ��w����ƥ�����ã����ڽY���ܷ��b���ڸ���խh���µ�©��С��5×10-11 Pa·m3/s���ߵ͜ض�ѭ�h��©�ʷ��������ԝM��δ���������ژO����խh���µ��L�ڷ����ɿ��ܷ�ʹ��Ҫ��
�������ں��������ܷ����ܺÉ�ֱ��Ӱ푵��\�еĿɿ��Ժ����������S�����켼�g��Ѹ�ٰlչ���e����������ǵ����̽�y���g�lչ�����ܷ⼼�g�Ͳ���������ߵ�Ҫ����ͨ���ܷ���������ژO����ա��ߵ͜ء���ݗ�������h��������׃��Ӳ����IJ����B��ʧȥ���ԣ���ʹ�ܷ�Y��ʧЧ�����gʹ���кܴ�����ԡ��ć���lչ�����������o����ʮ������������K���^�M���˶������ɘӺͷ����΄գ��ɼ��˴����������͎rʯ���ص��������������J�R�����ṩ����Ҫ���о��������о�������Ȼ������ռ��g�W(http://bjjyhsfdc.com/)�J��oՓ�����������_Ӌ��߀���K����Ӌ������Ʒ�ɼ����ܷ��������ؾ����F�˲�ͬ�̶ȵ�й©��ʹ�õ����⌦�����Ʒ�������Ⱦ��Ӱ����Mһ�����о��_չ��Ŀǰ�Ї�Ҳ��������̽�yӋ������������2020��ǰ���ɼ��P�I�Ԙ�Ʒ���ص����M�Ќ���ҷ����о���Ŀǰ������Ҫ��Q��Ʒ�ܷⷵ�ز�����Ⱦ�Ć��}��
�������Ľ��b�������P�ij��콛�Y���Ї����m����ͻ��ǵ��l��̽�y��������c�M�Є����OӋ�������һ�N�m���Ї��������ǵ�̽�y�ßo�˲ɼ���Ʒ���b���g����ԓ���b���g���õĽY���OӋ�������x��ƥ����ܷ����Ե��M����Ԕ����B�����ܷ������M����ԇ���C���z���������g�h���µ��ܷ�Y��������ˮƽ��
1�����l��
����������ܷ�Y���w�����x���ڿ��g�h���³��õ����N���|(7075�X�Ͻ�TC4⁺Ͻ�1Cr18Ni9Ti���P�)���ܷ��������|���ٷ֔�(1%��10%)��ͬ�y��㟺Ͻ�ԭ�ϵļ���≥99.99%���F�����ó�Ҏ�˜ʹ�ˇ���ñ�ͪ�ӳ�����ϴ�ܷ�ԇ��10min�����ßoˮ�Ҵ��坍����һ�������ܷ�������b����ϴ�������ܷ�ԇ�����ϲ��У�Ȼ���ܷ�ԇ��ˮƽ����������F���t�У���һ�����ʳ�����������ܷ�������ȫ�ۻ��������ؔ�ʮ��犣��S�t��s���Ҝأ�������t��Ȼ����ܷ�����ۺ����w�w�ȵIJ��w�ȣ��γɭh�е��ܷ���ώ����F���ض�220��230�棬�r�g�s15min����ն�10-2Pa���ܷ����ϵijɷֱ������Y����ò���ձ���ӹ�W��˾JSM-5600LV����Ւ�������@�R(SEM)������Kevex��˾X�侀����ɫɢ�V(EDS)�x�M���^�������©�ʵĜyԇ�����|�V��ՙz©�x(PFEIFFER)���ߵ͜yԇ��-196�桫120�淶�����M��5��ѭ�h��
2�����Y���ͷ���ӑՓ
����2.1���ܷ�Y�����OӋ
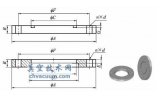
�����ܷ�Y���Ŀ��w�Y���OӋ������ղɼ���Ʒ���b�����Č��H�Y�����p�����Ϳɿ��Ե�Ҫ���OӋ����O�����zȦ���������ⲿһ���ܷ��Լ����ڔD��ܛ���ٲ�������Ȳ������ܷ�������ܷ�Y��������b�õĿɿ��ԣ����w��D1��ʾ��ԓ�ܷ�Y�����w�w�ϼӹ����zȦ�ܷ�ۣ�����O�����zȦ�����oȹ��ͬ�γ�һ���ܷ�Y�������w�w�ϰ��b��y�Ͻ�壬�����ڲ��ӹ��ɵ��ڡ��ڶ����ܷ�֮ǰ��O�����zȦ���ڷ��oȹ���γ�һ���ܷ⣬���oȹʹ���ں���y�Ͻ�屣��һ���ľ��x���Ķ����o�˵��ں���y�Ͻ�塣���M�ж����ܷ�r���i�o�C������Ʒ�������w�w�����o���ډ��o���������£����oȹ�l��׃�Σ���Kʹ����Ƕ����y�Ͻ����γ��˶����ܷ⡣

�D1 �ܷ��Ԫ�Y��ԭ��D
����2.2���ܷ���ϵ��x���ƥ��
�������ژO����ա��ߵ͜غ�ݗ������h�����ܷ���f���Q�����m���@�Nϵ�y�h�����ܷ�������Ҫ����ٲ��ϡ�һ�㣬�m���������ܷ�Ľ��ٲ��ϣ��ȿ����DZ��^ܛ�Ľ�����㟡��X���y�ͽ�ȣ�Ҳ�����DZ��^Ӳ�ğo���~�����ˠ�(Monel)�Ͻ�ȡ����M���ܷ��OӋ�r������Ҫ���]�ǻ��w�c���ϟ���Ûϵ����ƥ���ԺͲ��Ϻͻ��w�Լ�����֮�g��ĝ����ԡ��D2�o�����N�Y���w(7075�X�Ͻ�TC4⁺Ͻ�1Cr18Ni9Ti���P�)�����ܷ��OӋ�Ļ����Y����һ���ɺϽ��ӡ����ٌӡ��^�ɌӺͻ��w�Ȏײ��ֽM�ɡ��������w�͵��ڲ��ϵIJ�ͬ���c����ϵ��^�Ɍӡ����ٌӿ����x�ò�ͬ���ϣ��Ͻ������{���Ͻ��ж�N���ٵ��|���ٷ֔�����������w�͉��o���ڲ��ϵ����ԡ��@��o��һ�N�Y���w�����ܷ��OӋ���M����ԇ���C�����w���X�Ͻ����7075(23.6×10-6/��)���^�Ɍ��OӋ���ßo���~(16.4×10-6/��)�����ٌӲ��ü��y(17×10-6/��)���Ͻ��Ӳ�����y�Ͻ�(97In3Ag��20×10-6/��)�����ٔD���ܷ���õ����ܷ⣬���ڵIJ��Ϟ�⁺Ͻ�TC4(10.2×10-6/��)��

�D2 �ܷ��wܛ�Ͻ���ϽY���OӋ�D

�D3 �o���F��
���������ĵĺϽ�ɷ֜yԇ��EDS�ɷַ������D�нo����ܛ�����y��㟵��|���ȼ�ԭ�Ӕ��ɷֱ������D4�o�������SEM��ò�D���D3����ĺϽ�ɷ֜yԇ��EDS�D
����ԇ����X�Ͻ���w�����Ͻ��^�F����ˇ���^�Ɍӡ����ٌӺͺϽ��ӌ��F���õĽ����ԡ�EDS�ɷֺ�SEM��ò������������y��������������OӋ��93��7���������ȣ����^���Ȳ���ò����֮�g�Y�Ͼo�ܡ��ֲ����o��Ŀ������؞�������棬�Ȳ�ȱ�ݔ�Ŀ�^�٣��������܉���Ч��ֹ���w�ĝB�͔Uɢ��

�D4 �Ͻ����IJ�ͬ�Ŵ�SEM��ò�D
����2.3���ܷ�Y��©�ʜyԇ�͜ضȷ�����ԇ���C
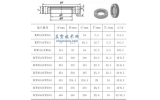
�����ܷ�Y����©��ˮƽһ����ܷ�Y�������ϡ��F����ˇ���^�Ɍ��x���ڲ����Π�ͽǶȡ����ډ�����ȡ��D�������кܴ�����P�ԡ���1�o����ͬ���w(7075�X�Ͻ�TC4⁺Ͻ�1Cr18Ni9Ti���P�)����ͬ���ڽǶȡ�������Ⱥ͔D�����£��ܷ�Y����©�ʜyԇ���D5�o���ܷ�ǰ��Y��׃��ʾ��D��
��������аl�F���D���ܷ���ۺ��ܷ��3�N���w�ڟo�^�Ɍ���ϕr������������׃��©��ʼ�K����10-6 Pa·m3/s���o���M���OӋҪ����3�N���w��ͬ�����Ӳ�ͬ�^�ɌӺ�Δԇ���S��������ȵ����ӣ��D������������һ���ډ�����ȳ��^0.5mm���D�����_��200kgf�r��Δ�ε��ڱ���©��ˮƽ��10-8��10-9 Pa·m3/s����������45°������S��������Ⱥ͔D����׃����©��ˮƽ�S����10-11 Pa·m3/s���������0.5mm��©�ʿ����_��8.0×10 -11 Pa·m3/s���ډ������0.6��1mm���D�����_��450��500kgf�r��©�ʿ����_��5.0×10-11 Pa·m3/s���ډ�����ȳ��^1mm���D�����_��500kgf�r��©�ʻ����S����≤5.0×10-11 Pa·m3/s���ڽ��v-196��+120��������ѭ�h�^���м��^�̺����ܷ����ܾ������½���©�ʱ�����5.0×10-11 Pa·m3/s��ͬ�rԇ���ؓ�d��ж�d���ܷ�Y��48h��yԇ��©���Ա��ֲ�׃���Y���������ܷ�����c���w�ľ�Ûϵ��ƥ���Լ��ܷ��b�õĭh���m�������ã��ܷ�Y���ڸ���l�����܉ֺõ��ܷ����ܡ�
��1 ��ͬ���w�ܷ�Y����©����r


�D5 �����ܷ�D��ǰ��Y��ʾ��D
3���YՓ
�����������g�h�����m��Ҫ�������OӋһ�N�ܷ�Y����������ܛ���ٺϽ��������ϣ������ܷ��������ܷ⼼�g�������ܷ�©��ָ��Ҫ���ܷ���ϷN��ɷ���ȡ��^�Y���������Π���A�o�����P�I�����M���˷����͌���о����ڸ���l����ͨ�^���yԇ��ܛ���ٲ����ܷ��b��©����r�͜ضȭh���ķ��������Y��������ܛ���ٲ��Ϻͻ��w����ƥ�����ã����ڽY���ܷ��b���ڸ���խh���µ�©��С��5×10-11 Pa·m3/s���ߵ͜ض�ѭ�h��©�ʷ��������ԝM��δ���������ژO����խh���µ��L�ڷ����ɿ��ܷ��ʹ��Ҫ��
�����ژO����l����ܛ���ٲ��ϵ��ܷ���ԝM����s���g�h���µ��ܷ�Ҫ���ǣ�ᘌ���ͬ���ܷ�r��߀��Ҫ�������ă����OӋ�����������s�|�ĺ������ɷֵı������ܷ���ijߴ硢�ۺ���ˇ���^�Ɍӵ��x��ȹ�����������ܷ�����ܺͿɿ���ˮƽ��