�Ϻ���Դ����h(hu��n)���P������
�����Ϻ���Դ(SSRF)��һ������315GeV������200mA��300mA���Ͱl(f��)��ȡ�������܉����(w��n)���Եĵ�����ͬ��ݗ���Դ���������w����Ӄ���h(hu��n)��������ǃ���h(hu��n)����Ҫ�O��֮һ�����_����A�����R���x�ӱ��ͷ���ɢ�����℩���ڳ��������늽������d�r�_��113×10-7Pa �ĄӑB(t��i)���,ʹ���������������10h��һϵ�й����������������������,��������ͬ��ݗ���Ĝ�ֱ��,ͬ�r�������ЏU����ͬ��ݗ���,��������ֱ��ݗ������҃�(n��i)��,���џ����D(zhu��n)�Ƶ�������⡣����Ҙ�(g��u)��������������R�������ͨ·,��Ҫ�M���ܜp�������p��,������ʺ�����迹Ҫ��ܵ͡�һ�����ğ�ؓ�d�����e���������,�䌧������Ҫ�ܺá�����ұ����_���F����,����ҵČ����ʲ��ܴ���1102������h(hu��n)�ϸ�ϵ�y(t��ng)���O��ʹ����O��λ���ܵ������Ƽs,�p����ҽY(ji��)��(g��u)��Ψһ���x�������O������bҪ��������ڴ��ؓ�d����Ȼ���кܸߵijߴ羫�ȡ����L400m �Ĵ�Y(ji��)��(g��u)�IJ��P䓱��������,��ƽ��Ⱥ�ֱ���ȶ���1mm �ԃ�(n��i),�ڇ���(n��i)�Ќ��״Ρ�
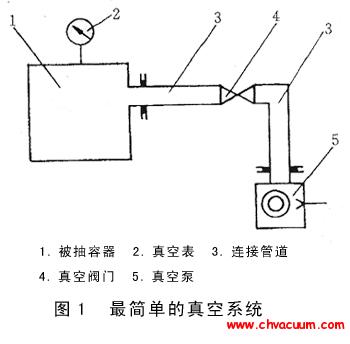
1������Ҳ��ϵ��x��
�����X�Ͻ������P����m���ڵ�������Դ�����,���õ��ˏV��ʹ�á��e���X�Ͻ������Ժ�,��ȫ�o��,ʹ�҂���2000 ���x����������һ��6m �L���X�����,��ȫ�_�����OӋָ��,���@���������ӹ�����Ľ�(j��ng)� ��Ȼ��,�҂���2005 ��������һ���ش�Q��,�ŗ��������ȫ�������OӋ���X�����,���ò��P�����ҡ��������ж���
����һ�������X�Ͻ����Ȳ�,ֻ���ú��60mm �����K�X�������������s����̎��һ������ҡ���s��һ������ڴ��͔�(sh��)�ش��������,���Ϻͼӹ��M�����M�O���ں�3mm �ı��ڲ��P�����ҵĽ���Y(ji��)��(g��u)���|(zh��)�����X����ҵ�һ����(n��i)�ˡ��ü����P���������w�Π��ʣ���߅������ȫ���Á������ӏ���,�����������_��90 %���ϡ�2005 �괺���M���X�Ͻ��r���w�q,�C�Ͽ��]�����M�ͼӹ��M,���P�����ҵ��M�Ì����X����ҵ�60% ,�����Թ�(ji��)ʡ�s1000 �fԪ��(j��ng)�M��
���������X�����Ҫ���M�^�L�ļӹ��r�g,�������`SSRF���wӋ����Σ�U����K�҂����F(xi��n)�˰��r�������Ҽӹ�Ӌ����(ji��)ʡ1000 �fԪ�ăɂ�Ŀ�ˡ�SS316LN �ĸߏ��Ⱥͺ��Ӻ��ʲ����ߵ�����,ʹ���ɞ�����ҵ����x���ϡ�
2������ҵĽY(ji��)��(g��u)�OӋ
��������h(hu��n)�֞�20 ����Ԫ,ÿ����Ԫ��2�����D(zhu��n)���F(BM1��BM2)�Ͷ����ĘO���F�����O���F��У�����F(QM��SM/CM) ��һ����Ԫ��(n��i)������ҿ��L�s20m ,�ֳ�7 ��,������y��ܛ�B�ӻ�CF���mӲ�B�ӡ�6�α����F����,�Q��BM��QM �����,1����ֱ����(ji��)��(n��i)�o���F����,�Q��SS �����,��D1��ʾ�����˜pС�������ʓp��,����SLS,���õ��͵��p����ҽY(ji��)��(g��u),�ù����M�p�B�������Һͳ����,�����Π�ʾ�ڈD2��QM��SS ������Π����,�ۺό��Q�����³���Ƭ,������߅���ɡ�BM ������Ɍ��Q������ƽ������҂�(c��)��ۺϳ���,�������Һͳ�����Π��ɹ̶�������҃�(n��i)���ϵğo���~�l��(g��u)��,��sˮ��Ƕ�����~�l��(n��i),ݔ�\�U����ͬ��ݗ�书�ʡ�BM��QM ����ҵ������҃�(n��i)����ͬ,��SS����ҵ������҃�(n��i)���^С,���N��ͬ����ߴ��������g��Ҫ���F��(n��i)�ڌ��F(xi��n)ƽ���^�ɡ�����������ձð��b�ڳ�����ϡ�ÿ����Ԫ��(n��i)��7 ������λ�ñO(ji��n)�y��(BPM) ,ÿ��BPM ���b��һ�K���P䓉K��,��Ƕ��QM����ҡ�


�������ڴ��Fռλ,�ÿ��x�������^�h,ʹ����ҵ�����_��380mm ,3mm �ں��������ڴ��ؓ�d�µ�׃�Ό��^���,����҃�(n��i)�ⶼ�����˼ӏ���,��(n��i)���ӏ����[�������������Ӱ�^(q��)��(n��i),ͬ�r��Ӱ푳������,��ڼӏ���λ�������ڴ��F����ANSYS �����M�������׃�κ͑���Ӌ��,���̓�(y��u)���Y(ji��)��(g��u)�OӋ��
������ANSYS ����?q��)�������M���˟����Ӌ��,�о�����ҵğᰲȫ�ԡ��_�J��5mA ��������ֱ�ӛ_������҃�(n��i)��;�_�J��300mA ������ͬ��ݗ���ֱ��ݗ������҃�(n��i)��,���(li��n)�i���oϵ�y(t��ng)��1s ��(n��i)��ʩ���ܕr,����ҵİ�ȫ�ԡ�
3������ҵļӹ�
��������������ӹ�ǰ��횽�Q�傀���g(sh��)��ˇ�y�}��
����һ����α��CQM ����ҳ���Ƭ�ijߴ羫��?
����������ΜpС�廡�����µ�׃��?
����������ν��ͺ��p������?
����������α��C�⺸�p��(n��i)��(c��)�����g������坍?
�������ǰю��������CF ���mӲ�B�ӳ��L�Εr��ο����L�εijߴ羫��?
�����҂����˼sһ��r�g,�����˶�������ҘәC,��(j��ng)�v�˶��ʧ��,�K�ڽ�Q���@Щ�y�}��
������(j��ng)ԇ��,�Ô�(sh��)���ۏ�����QM �ҳ���Ƭ֮·�ߵ���ʧ���ıM�^����������ģ��6000 ���͉��C���Ƴ���Ƭ��ˇ,��3��������ģ��ԇ����,����Ƭ�_���˳ߴ羫�ȡ��S���600 ���׳���Ƭ��������ֻ����2 ��r�g,����@ʾ�˲��P�����������ӹ��ٶ��h�����X����ҵă�(y��u)�c��
��������؞�����p���pС׃��,����ͬ�����Ҳ����������������(n��i)�Ҳ����҂�����Ĵ�����������Ӡt,Ҳ�o��Ͷ�Y���O�䡣ֻ�ܲ��Ú廡��,���Һ��p��Ҫλ�����,���˱��C�ܷ����ܡ����p���Ⱥ��^С׃��,���p����؞�������Ƶ��ԄӚ廡���C,����Ŀ�360°���D(zhu��n)�ĺ���ƽ�_�����ӹ��b��ˇ,�����˺����^���в��ϵ��Ƅ�,����ס�˺���׃�Ρ��ڷֲ������^����,�״��þ��и�ͼ����иˇ��������׃�Ρ�