���R���ֹ�y�y�w�ܷ��溸�ӷ���
���������˳��R���ֹ�y��������y�wF91 䓵����ܣ���B��ͨ�^����������y�w�ܷ���Ѻ���ˇ���p���˶Ѻ��Ѽy������ˮa(ch��n)Ʒ��Ʒ�ʺ���Ч�ʡ�
1������
�������_�l(f��)�߅���(sh��)����������Ч��(ji��)�ܭh(hu��n)���C(j��)�M�У����R���ֹ�y���ڸ߉���ˮ����(du��)���Ś�Ͷ�������ϵ�y(t��ng)�����˽�Q���R��ߜء��߉����ز����r�£��y�Tʹ�����ڶ̡���й©����(d��o)����Դ�p�ĵĬF(xi��n)���x�Ã�(y��u)�|(zh��)�ĸߜ��͟��F91 ���y�w���ϣ�����F91 ���y�w�϶Ѻ�Ӳ�|(zh��)�Ͻ��y���ܷ��棬������y�T�����w���ܺ�ʹ�É���������̽ӑ����F91 �y�w�϶Ѻ��y���ܷ��湤ˇ��ʩ��
2��F91 䓵�����
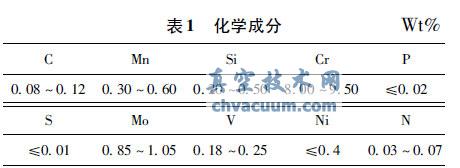
�����վ�y�T���ò��Ϟ�12Cr1MoV 䓣���ʹ�ÜضȞ�550�棬��������17MPa���ڳ��R���վ�C(j��)�M�У�Ҫ���ֹ�y(�D1) ��ʹ�ÜضȞ�600�棬����������21MPa������y�w�����x��F91 䓡�F91 �(Cr9Mo1V) �����R���w���͟��(��1����2) �������ҪԪ����V��Cr ��Mo �ȡ�V ����������䓵��Ҝء��М؏�(qi��ng)�Ⱥ͟Ꮚ(qi��ng)�ԣ�������ڸߜ��µĽM����(w��n)���ԣ����Ƶ�̼�Ͻ�䓵ĺ������ܡ���ռ��g(sh��)�W(w��ng)(http://bjjyhsfdc.com/)�J(r��n)��Cr����������䓵Ŀ������ԡ������g�Լ��ߜ؏�(qi��ng)�ȡ�
����Mo�������Ҫ����ߏ�(qi��ng)�Ȳ������t䓵ğ���ԃA��F91���Cr��MoԪ�غ����քe�_(d��)��9.50%��1.05%��ʹ������^��Ŀմ��ԡ�Cr��Mo��Mn��Ni��Ԫ�ض������@�������䓵Ĵ�Ӳ�ԣ��ں����^�����a(ch��n)���Ѽy��F91��ڲ��A(y��)�Ṥ�r�º��ӣ����Ѽy�_(d��)100%���ɺ����^�
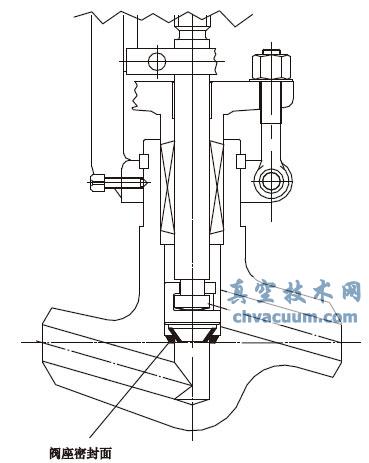
�D1 ��ֹ�y
��1 ���W(xu��)�ɷ�
��2 ���W(xu��)����

3�����ӷ���
������F91 �y�w�϶Ѻ����y���ܷ��湲��3 �ӡ���1 ��(��) �Ѻ�P91����2 ��(���g��) �Ѻ�A302����3 ��(플�) �Ѻ�D802��
����3.1���ӶѺ�
�����ӶѺ�P91�r(sh��)������F91 �y�w�ɺ����^����ӕr(sh��)���Ç�(y��n)��ĺ�ǰ�A(y��)�ᡢ������̎���ȹ�ˇ��ʩ�����C�����|(zh��)����������(g��)�y�w������ʽ�t��ӟᣬ��(d��ng)�ضȼӟ���400 ��450�� �r(sh��)������2 h����ֱ����4mm ��P91 ���l��150 ��200�� �ض��º��࣬����1.5 h���x�ú������220 A������늉�25 V�����ƺ�����ߌ��g�ض�≤300 �棬���Ӹ߶�1 mm���Ѻ��ܷ���ӡ�
����3.2�����g�ӶѺ�
�������g�ӶѺ���A302 �W���w���P䓾��Ѓ�(y��u)�������g���ܡ����ߜ��������ܺߜ�?z��)�?qi��ng)���ܡ�A302 �����ӣ�����ض�׃���l(f��)����׃����(du��)�����У��ں��B(t��i)�����^�õ����Ժ��g�ԡ����ǣ�A302�a(ch��n)�����ӟ��Ѽy��������g���g����(y��ng)�����g�ͱ���������ȱ�ݣ����䌧(d��o)�����ܲ����Ûϵ��(sh��)�����Ժ��ӑ�(y��ng)���ͺ���׃���^���˱��⺸�p֦���ִ���������ƫ�ۣ���(y��ng)�M������С�ğ�ݔ���������A(y��)�ᡢ���͌��g�ضȣ����ػ�ȡ��ܷ���ӶѺ���ɵ��y�w��s��ֱ����4mm ��A302 ���l��150 ��200��ض��º��࣬����2 h���x�ú������200 �� 210A������늉�22V�����ƌ��g��ߜضȱ�����200�� ���£��փɌӶѺ�A302��ÿ�ӵĸ߶Ȟ�1 mm��܇ƽ�Ѻ��ӣ����C���g�Ӻ�1mm��̽���z���ܷ����Пo�Ѽy����͊A����ȱ�ݡ�
����3.3��플ӶѺ�
����플ӶѺ���D802 �g�Ժã��ܳ��������l���µě_�����a(ch��n)���ѿp�Ŀ�����С����Ӳ�|(zh��)�Ͻ����������ӹ�������M����W���w�����w��D802�փɌӶѺ������5 ��6mm�����g��ߜضȱ�����300�����¡��Ѻ�D802 �r(sh��)����̽���z��_�J(r��n)�ϸ�Ĺ����ŵ��t�����A(y��)�ᣬ�ӟ�ض���500 ��550�棬����2 h����ֱ����5mm ��D802 ���l��200 ��250��ض��º��࣬����1.5h����ռ��g(sh��)�W(w��ng)(http://bjjyhsfdc.com/)�J(r��n)���x�ú������240 ��280A������늉�25 ��30V���Ѻ��y���ܷ���플ӡ������ػ���720���±���3 h��
4���Y(ji��)�Z
�����������A(y��)���y�w�Ѻ�P91��Ȼ���亸A302������A(y��)�ẸD802 Ӳ�|(zh��)�Ͻ�ķ�������3 �ζѺ�3 �N��ͬ�����γ��y�w�ܷ��棬����Q���y�wF91���Ϻ����y�Ć��}�����_(d��)��������y�w�ܷ���ʹ�É�����Ŀ�ġ��y���ܷ���Ѻ��r(sh��)���Ȍ��y���A(y��)�ᣬ�A(y��)���ֱ�ӶѺ�D802�������M(j��n)�лػ�̎������(j��ng)�^��(du��)�����y�w�M(j��n)��̽���z�y(c��)���a(ch��n)Ʒ�ϸ����_(d��)100%���¹�ˇ���²��ϵ��ܷ���Ѻ��ṩ�˱��C��
�����īI(xi��n)
����[1] �ر���(qu��n). ���ٲ����փ�(c��)[M]. ����: ��ӹ��I(y��)�����磬2009.
����[2] GB/T 9443 - 2007���T䓼��B�z�y(c��)[S].
����[3] ���匚������(qu��n)���K־�|����. �y�T�Ѻ����g(sh��)[M]. ����: �C(j��)е���I(y��)�����磬2001.
����[4] �Ї��C(j��)е���̌W(xu��)��(hu��)��̎��W(xu��)��(hu��). ��̎���փ�(c��)[M]. ����: �C(j��)е���I(y��)�����磬2008.













