�����u�����о�Y���w�C��ꑟ����OӋ�����칤ˇ�о�
1��ǰ��
����Ŀǰʹ�õ��w�C��ꑻ��П���Դһ���Ǵ��ʷ��]ʽ�ן�����ן���Ǹ�����ݗ��ԭ���Ƴɵģ�����܌����z�ӟ����ן��B���l�⣬���z������D׃�ɿ�Ҋ���ͬ�r��߀Ҫ�a�������ļt��ݗ�������������ݗ�䡣�����ܝM���w�C�Č��Hʹ��Ҫ��һ���x�õ�늉������������ɫ�صİן����ԓן�����й�Ч�͡����������̡���©�⡢�ן��z�����c���S�o�ɱ��ߣ��S�o���ڶ̡�
����21 ���o��ȫ����ԴԽ��Խ�o������ͨ�����I���еķ��]ʽ�ן������һЩ�߹�Ч���Gɫ���h�������ܵ��¹�Դ�����������u������������w�C��ꑻ����ù�Դͬ�����R��ͬ�Ĺ��܆��}������ý����u�����о�Y�����w�C��ꑻ��П���Ч�ؽ����w�C�ϵĹ������ģ��H��ԭ����1/3����ͬ�r����ʹ�É��������L����ԭ����50 �����������˾S�o�ɱ���
2���aƷ�OӋ
2.1���aƷ����ԭ������
�����Խ����u�����о����l���w����ꑟ�������ԭ���������£�ͨ�^���õ������˲�gݔ�����ߵ��_·늉���ʹ�����u�����ȹ������w�a����늣��������u������cȼ�ĕr����ʼ�Ĺ��V�ǹ������V�����˕r�u������늻��ܱ����̎��̎�ڹ��w��B���S��늻��ܱڜضȵ����ߣ��u����u�u���������l���u�����������ڔUɢ�͌��������ñ����M늻��^��IJ�λ������늻��ĸߜأ�ʹ�u����ֽ�ɽ��ٺ��u��ԭ�ӡ�����ԭ���ڸߜص�늻����ı����l���a�������V��ݗ�䣬��a���Ŀ�Ҋ��ͨ�^��ꑻ��П��F�w����ķ���Ĥ�ӷ����ȥ�����ß�о���F�w�����w�����Լ��Y���Π������λ�õ�׃���OӋ������Ҫ�Ĺ⏊���⏊�ֲ����_���M�������Ч����
2.2���aƷ���g������ָ��
�����γߴ�
������ֱ����φ��143±2��mm���߶ȣ����80mm�����|Ƭ���ȣ���60±2��mm��
������������
�����u�M����
����������Ûϵ������36��38��×10-7/�棻
�����᷀���ԣ���260�棻
����ݔ��˹���늉���DC��28±10%
�������ʣ�150W
�����l�⏊�ȣ�360Kcd;
����ɢ�O�ǣ�ˮƽ12°����ֱ12°
��������: 500h
��������늉���DC28V
���������ضȷ�����0�桫50�档
2.3���aƷ�Y���OӋ
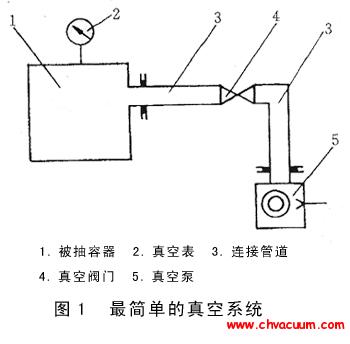
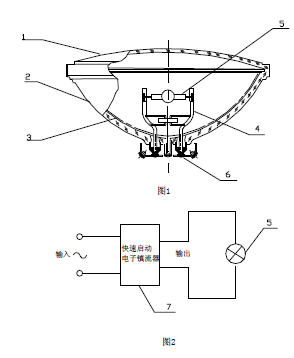
�����aƷ�Y���OӋ���ɈD1�п�Ҋ��ԓ���ɲ���1�����F2������Ĥ��3��֧��4�������u�����о5�����|Ƭ�^����6 �Ϳ��ن�����������7 �Ș��ɡ������u����о������֧�ܡ����ڲ��F�Ľ��c�ϣ������Ͳ��F�M��߅����ӣ��γ��ܷ�IJ���ǻ�w���ȳ�����Ԛ��w���ڲ��F�ăȒ�����������t�ⷴ��Ĥ����˺��ӽ��|Ƭ�ͽ^���ӣ����ⲿ���п��ن������������ļ��l�£� �����u�����оጷų�����Ĺ��V��
�����aƷ��ˇ�OӋ��ԓ������ÿɷ���ӹ�ˇ��������ˇ���Ś���⡢������w��ˇ�P�I��ˇ���g����ɮaƷ�����a��
2.4���ɿ����OӋ
��������ʩ��������Ҫ���nj������M��CAD �Y�������OӋ���_�l�����u�����w�C��ꑟ���W�ֲ�CAD �OӋģ�͎졣�������u�����о�Y��CAD �OӋ��������������̎���Ñ�������ԪӋ�㣬�M������Ԫ����Ӌ��ͳߴ烞���������Ӳ����x�����ܜy����������W�c���W�����M�оC���u�r��
3����ˇ�о�
3.1���о��ߜر��o�Ԅӻ��������g
����1�����gҪ��
����1���������F����摪��С��2 ��
����2���ɳ���1 ����≺��ؓ����3 ����≺�ăȉ�
����3����Ӛ����ԣ����©��<1.3×10-12Pa·1/s
����4���ضț_����T=��-70±2����ͣ�-80±2�����1 С�r���D�Q�r�g������5��犣��ڷǹ�����B3��ѭ�h
����5���������M��500 С�r�Ĺ����r�g��6000 �εě_���Δ������Cʹ�ã���ը�ѣ���©��
����2�����g�y�c����
��������Ŀǰ�������a�Ɵ��ķ�������ˇ���ֶΣ��_������ָ���д���һ���ļ��g�y�c��
����1.����O��ķ�Ӿ��Ⱥͱ��ص�һ����
����2.Ĥ���͟�ضȵ�С���˻�ض�560��
����3.ԭ�е��˻�ض��������ܝM������Ҫ��
����3�����g;��
����1����߷����ķ�Ӿ��ȡ����Ʒ����ĺ���`����3mm �ԃȣ��x�ñ���Ч���á��ضȷֲ�����ı���ǻ�w��ͨ�^���ʿ��Ɯp�ٜضȵIJ��Ӻ��`�
����2���OӋ���ݵķ���Ĥ�ӡ��҂��Ă��y��ˇ������XĤ���XĤ�����˟��z�l����80%�t��ݗ�䣬ʹ�����F߅�����̎�Ĝز�^200�档��Y���nj��������F���̎��ը�ѣ�Ӱ푟��İ�ȫ�Ժ͉�����ͬ�rԓĤ����560��r���׳��F����������Ĥ�ӵķ���ϵ��������҂������y��ˇ����僵��XĤ�Ğ�t����Ĥ,������ȫ�µ���價�ˇ��Ĥ���͜ؿ��_��580�档���ڲ������˻�ضȣ���Ӱ�Ĥ���|����ͬ�r���Ԍ��t��ݗ��ֱ�ӏ��F�ĺ����ȥ,�Ķ�����ǰ���Ĝضȣ���K�������F߅�����̎�Ĝز�p�ٵ�20�棬��Ч�ؽ��ͷ����đ������}����߷���|����
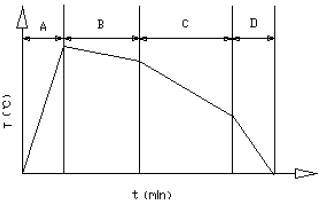
�D7 �����˻�����
������ �����A��
�����ڶ����˻�Ĉ��ϣ��Ȍ���Ʒ�ӟᵽ�˻�ضȡ�������Ʒ�ܟ�r��������܉��������ʼӟ������ٶȿɿ�Щ��ֻҪ�ӟ�r�����µĕ��r�����c���е����Ñ���֮��С�ڲ����Ŀ������ȘO�Ϳɡ��������ʵĴ�Сȡ�Q�ڲ����ĺ�ȡ���Ûϵ�����ጧ�ʺͿ������ȵȡ�1�@Щ�����У���Ҫ���]��Ⱥ���Ûϵ��������������ʰ����й�ʽӋ�㣺
R=130/a2…………………………………��1��
ʽ�У� R——�������ʣ���/min����
��������a——��Ʒ�ĺ�ȣ�������Ʒ���ȵ�һ�룩��cm����
����һ����f��������������ʵ�15%��20%�xȡ�������ʡ�߀Ҫ���]��Ûϵ����Ӱ푡������A����D��A����ʾ��