��յ͉���ʧģ�����T�����ʧģ�T���X�Ͻ�M�������܌���
�������ù�W�@�R(OM)�����e��R(SEM)�Ȍ���յ͉���ʧģ�����T�����ʧģ�T��A356 �X�Ͻ�ĽM���������M�Ќ��ȷ������Y����������յ͉���ʧģ�����T��A356 �X�Ͻ�M������ʧģ�T��A356 �X�Ͻ�M����С�����ܣ�������ྦྷ���ߴ������ߴ綼�hС����ʧģ�T���X�Ͻ�ģ���϶�ʵ�����ʧģ�T���X�Ͻ�ġ��ܶȸ�����ʧģ�T���X�Ͻ�ġ���յ͉���ʧģ�����T��A356 �Ͻ��������ѷ�ʽ���g�Ԕ�ڞ�������ʧģ�T���X�Ͻ�Ĕ��ѷ�ʽ�Դ��Ԕ�ڞ���;�T����T6 ��̎����Ŀ������ȡ����L�ʺͲ���Ӳ�ȷքe�_��278.27 MPa��8.10 %��93.1HB���^��ʧģ�T���ķքe�����20.2 %��166.4 %��17.6 %;���T�������|��Ҳ������ʧģ�T���ı����|����
�����T���X�Ͻ���Ѓ������T�����ܡ����õ����g���ܡ��^�ߵıȏ��ȺͱȄ����Լ��ܽ��K���͵ȃ��c����ˣ��S�����պ��졢��܇�ȹ��I��Ѹ�ٰlչ�����s�����X�Ͻ����T���õ���Խ��Խ�V���đ��á���յ͉���ʧģ�����T����һ�N�m�����a���s�����X(�V)�Ͻ����T�����·��������nj���ʧģ�T����ĭģ�Ӿ��ܳ��μ��g����ģ�T�쾫���ƚ����g�Լ��͉��T�켼�g��Y���_�l��һ�N�¹�ˇ�����ȣ�����ʧģ�T�����ĭģ��ԭ�ͣ�������ģ�T���ƚ����g����ĭԭ�ͱ���Y������ʧģ���������͚��b��ɰ����ɰ���ͣ�������Һ����պ͉����p�������³���(Ҋ�D1)��ԓ���g�C������ĭģ�ӵijɱ��͡��տsС���ߴ�Y���OӋ�`���ģ�T���մ��͚��ľ��ȸߵȃ��c���ڝ�עǰÓȥ��ĭģ�ӣ��ɽ�Q��ʧģ�T������A�s��ȱ���^��͝�ע�ض��^�ߵȆ��};ͬ�r������Һ������c���͚��w���p�؉����M�г��ͺ����̣������������a�s���������ߣ���ˣ��ɫ@�ø��|���T�����������ߌ���յ͉���ʧģ�����T�����ʧģ�T��ɷN��ˇ�@�õ�A356 �X�Ͻ�ĽM���������M�Ќ��ȷ�����

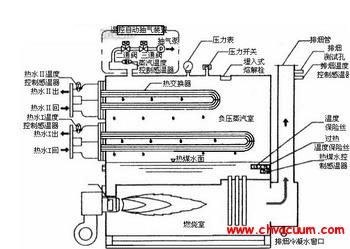
�D1 ��յ͉���ʧģ�����T��ԭ��D
����1�����
�������ðl�ݳ���ˇ�Ƃ��ܶȞ�0.05 g/cm3 ����ĭģ�ӣ���ĭģ�Ӳ��Ϟ�ɰl�Ծ۱���ϩ������ĭģ�ӱ����Ƃ��մ��͚�����ʧģ�����������b��ɰ���У�������ɢ��ɰ����ʩ��Ӿo�����x�õĺϽ���Ϟ�A356 �X�Ͻ�(�ɷ�Ҋ��1)�����A����X�Ͻ���벻�P�������ۻ�������Sr ׃�|����⾫�����⡣��ɰ�������͉��T�칤λ�M�Н�ע������У��͚�δ�A�ᣬ���͉�������ն��քe��0.04 ��0.02 MPa����ʧģ�T������ĭģ�ܶȞ�0.025 g/cm3����ע�ضȞ�750 �棬��նȞ�0.02 MPa�����������T�췽ʽ�����σɷN�T�칤ˇ�����õ�ԇ�ӳߴ�ͺϽ�̎����ʽ����ͬ����ͬһ�l�����M�б��^��
��1 A356 �X�Ͻ�Ļ��W�ɷ�

����������ԇ�ӵĽ��^̎��ȡ����ԇ�ӣ�����0.5%HF(�|���֔�)��Һ�M�и��g������Me F−3 �ͽ����@�R�M�нM���^�졣����Image Tool ����ܛ���y�������ྦྷ��ƽ����eA��Ȼ�����ù�ʽD=2(A/π)1/2 ��Ӌ������ྦྷ����ƽ����Чֱ��D��D ֵԽС�������ߴ�ԽС����t�����ߴ�Խ����JX−2000 ����ܛ���y��ԇ�ӵĔ����϶�ʡ�ԇ���ܶ��ɰ�����ԭ��Ӌ�㡣
��������ԇ�Ӟ�d10 mm �Ę˜�ԇ����������ԇ���M��T6 ��̎��((�����ܣ�538 �棬12 h)+(����rЧ165 �棬6 h))������ԇ���WE−100 ��600 kN �f�ܲ���ԇ�C���M�У��������ʞ�2 mm/min������HB−3000 ��Ӳ�Ȝyԇ�C�y��ԇ�Ӳ���Ӳ��;����QUAN TA−400 �͒�������@�R�^��M���й�������ò����������ԇ�Ӕ����ò�͔�ڱ���ɷ֡�
����4���YՓ
����1) ��յ͉���ʧģ�����T��A356 �X�Ͻ�M������ʧģ�T��A356 �X�Ͻ�M����С�����ܣ�������ྦྷ���ߴ������ߴ綼�hС����ʧģ�T���ģ��T����϶�ʃH��0.16%���h������ʧģ�T����Ŀ�϶��(1.97%)��
����2) ��յ͉���ʧģ�����T��A356 �X�Ͻ�T6��̎������������g�C��ò���@���g�C�^��ҷֲ������g�Ԕ�ڞ����Ĕ��ѷ�ʽ;����ʧģ�T��A356 �X�Ͻ���������g�C�^�١��^�\���ҷֲ�������߀���ڿs�͊A�s��ȱ�ݣ�����Ԕ�ڞ����Ĕ��ѷ�ʽ��
����3) ��յ͉���ʧģ�����T��A356 �X�Ͻ�Ŀ������ȡ����L�ʺͲ���Ӳ�ȷքe�_��278.27 MPa��8.10%��93.1HB������ʧģ�T��A356 �X�Ͻ�ķքe�����20.2%��166.4%��17.6%�����T�������|��Ҳ������ʧģ�T���ı����|����