�{��ӡ�B�m(x��)Óģ�c�ֶ�Óģ��(sh��)ֵģ�M�о�
�����{��ӡ��ģ����z�ӵ�Ó�x���P(gu��n)ϵ���{��ӡ�|(zh��)���Éĵ��P(gu��n)�I�^�̡���������Ansys ����Ԫܛ�����{��ӡ��Óģ�^���M(j��n)���B�m(x��)Óģ�ͷֶ�Óģ��(sh��)ֵģ�M���о��z��Óģ�^���е��ԑB(t��i)׃�����@���z�ӽ������Ч��(y��ng)���ֲ��������Ч��(y��ng)���SÓģ���x��ͬ�İl(f��)չ׃��څ�ݡ��Y(ji��)���@ʾ�B�m(x��)Óģ�^�̕r�z�Ӄ�(n��i)�����Ч��(y��ng)����څ�ݽ��ͣ����в��ӡ��郞(y��u)��Óģ�^�̣����Č�Óģλ�Ʒ֞��傀�A���M(j��n)�зֶ�Óģ���о������ֶ�Óģ��(y��ng)��С���B�m(x��)Óģ�������ڱ��o(h��)ģ����z�ӣ��pС�p�ġ�
�����{��ӡ���g(sh��)(Nanoimprint lithography)����a(ch��n)���������o(j��)��ʮ������ڣ�������˹�D��W(xu��)Stephen Y. Chou�״������ԓ���g(sh��)��Ҫ��(y��ng)�����^�����I(l��ng)��Ŀǰԓ���g(sh��)�����M(j��n)�̶ȿ����_(d��)��5 nm��ģ�͏�(f��)ӡ���{��ӡ��ˇ��Ҫ�^�����IJ��M�ɣ�ģ���Ƃ䡢��ӡ�^�̡��D���D(zhu��n)�ơ�Óģ���{��ӡ��Óģ�^�������P(gu��n)�I�h(hu��n)��(ji��)�����Y(ji��)��(g��u)�ď�(f��)�ƺͳ��͵��|(zh��)���É�������Ҫ���ã��P(gu��n)ϵģ���ʹ�É����������˱��CÓģ�ɹ���Ҫ���C�����z�ӵĽY(ji��)���ܴ���ģ���c�z�ӵĽY(ji��)���ܣ��@�Ӳ��ܴ_���z�Ӳ���Ó�x����ճ����ģ���϶���(d��o)��ӡ��ʧ����
�����{��ӡ����ѽ�(j��ng)�l(f��)չ�˽�30 �꣬���{��ӡÓģ�^�̵�����Ԫ��(sh��)ֵģ�M�����B�m(x��)Óģ�����R��ͨ�^����Ԫܛ��ģ�M�˸�����Y(ji��)��(g��u)��Óģ�^�̣��Y(ji��)���@ʾÓģ��(y��ng)���SÓģ�^�̵��M(j��n)����u�pС���������ھ팦���{��ӡÓģģ�M�Y(ji��)���@ʾ��(y��ng)������̎�������Ч��(y��ng)����Óģ���_ʼ���F(xi��n)���ӣ��S����u�������A�����ڟ�ģ��ӡ���μ��g(sh��)Óģ�о�һ���з�����һ��Óģ��ˇ��ɵĈD��ȱ�ݷ�������ͨ�^���õر��ܵ����ķ���ϩ���鿹ճ����(y��u)��Óģ��ˇ����������P(gu��n)���R��Пቺӡ��(y��ng)���cÓģ�ضȵ��о���Song Z C.Choi J���ቺӡÓģ�^���оۺ���đ�(y��ng)����׃���M(j��n)�����о�������ͨ�^����Ԫģ�Mܛ������ģ�ͣ����z�Ӻ�ģ��Óģ�^���еđ�(y��ng)���ֲ�څ���M(j��n)���B�m(x��)Óģ�ͷֶ�Óģ������Ԫ��(sh��)ֵģ�M�ͱ��^������Óģ�^�̰���Óģ���x200 nm ���B�m(x��)Óģ���B�m(x��)Óģ�^���Б�(y��ng)���ֲ��ʬF(xi��n)�����Ӡ�B(t��i)����(y��ng)���^������ģ����z�Ӯa(ch��n)���Ɖġ��ֶ�Óģ���B�m(x��)Óģ���x��200 nm ���֞�5 �Σ�ÿ��Óģ���x��40 nm��Óģ�^���еđ�(y��ng)���^�B�m(x��)Óģ�������͡�Óģ�^������������еİ��}����һ���������γ�����(d��o)���}���İΔ࣬���Һ�����Ȼ���ֶ��M(j��n)�Єt���װγ������ұ��o(h��)���}����
����1������Ԫ��(sh��)ֵģ�M
��������ģ�M����Ansys ����Ԫģ�Mܛ����Óģ�^���н��|���ϵđ�(y��ng)���ֲ�څ���M(j��n)�з�����ͨ�^��(sh��)ֵģ�M�����w���Д����(y��ng)���ֲ��^(q��)�������Ɖ��c(di��n)���Ķ��ܲ�ȡ��Ч�Ĵ�ʩ������ģ��p������߉�ӡ�|(zh��)����
����1.1����Ԫ��ͺͲ��ό���
�����{��ӡ����Ԫ���������P(gu��n)�īI(xi��n)�У�ģ���Ǿ������w�������^�ߵĄ��ȣ�����z�ډ�ӡ֮ǰ��ճ�����w��Óģ�r��(j��ng)�^�����̻�����u�D(zhu��n)����̑B(t��i)��ģ�����z���υ���(sh��)���1����Ԫ����O(sh��)�Þ�PLANE183 (���S8 ��(ji��)�c(di��n)�Y(ji��)��(g��u)��(sh��)�w��Ԫ���m�����γɲ�Ҏ(gu��)�t�W(w��ng)��ģ��)��ԓ��Ԫ���^�õ�ģ�Mƽ�摪(y��ng)����ƽ�摪(y��ng)׃���S���Q���}�����|��Ԫ�O(sh��)�Þ�CONTACT172 (ƽ�憖�}�е����Y(ji��)�c(di��n)���A���タ�Ά�Ԫ)��Ŀ��(bi��o)��Ԫ����TARGET169�����ό���Ҋ��1��ģ���c�z���g�ĵ�ЧĦ��ϵ��(sh��)��0.4���ڃ���֮�g����ճ����PTFE(���ķ���ϩ)֮��ЧĦ��ϵ��(sh��)��0.1��
��1 ��(sh��)ֵģ�M��ģ���c�z�Ӳ��ό���

����2������Ԫģ�̈́�(chu��ng)���;W(w��ng)��
�����ڱ���ģ�M�У�ֻ���]��(c��)���g�Ľ��|Ħ������Óģ�^���еđ�(y��ng)���ֲ���B(t��i)��׃��څ�ݺ͑�(y��ng)�������c(di��n)���������]���wÓģ�r���Ĵ�С�����Y(ji��)��(g��u)�錦�Q�Y(ji��)��(g��u)������ֻȡ�Y(ji��)��(g��u)�ăɌ���(c��)�ڽ��|��ģ�M��(y��ng)���ֲ���Ӱ�Óģ�|(zh��)���������кܶ࣬��ģ���c�z��Ó�x�r���ڂ�(c��)�ڮa(ch��n)���Ƕ�ƫ������ǽ^���Ĵ�ֱÓģ�����ǽǶ�ƫ���������Y(ji��)��(g��u)�����R=1 �����^С�����Խ��ƿ���Óģ�^���о���݆���Ǵ�ֱ����Óģ�����w��ģ�ͳߴ磬�s����ͺ�λ�Ʒ�����D1 ��ʾ��ģ�ͼs���l�����z�ӵ�߅���κη���λ�ƾ����㣬�z�Ӻ�ģ���(c��)��ֻ�������Ƅӣ������������Ƅӡ�ģ�����ʩ������ʩ��200 nm ��λ�ơ����A��Óģ��ģ�ͳߴ硢�s���c�D1 ��ͬ��
��������(j��)���P(gu��n)�īI(xi��n)��ģ�M�Y(ji��)���@ʾ����ģ�ͺ��z�ӵļ���a(ch��n)����(y��ng)�����ЬF(xi��n)����ģ�M�Y(ji��)�����Ӿ��_���W(w��ng)�֕r�������ܮa(ch��n)����(y��ng)�����еą^(q��)���M(j��n)���˾W(w��ng)��ļ�(x��)������D2 ��ʾ��
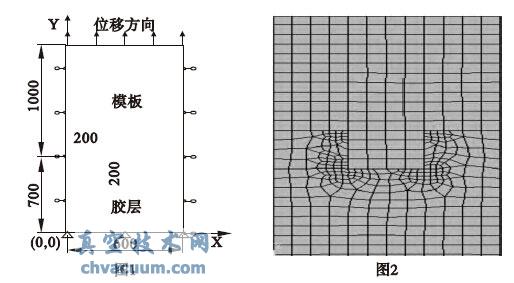
�D1 ģ�ͳߴ�(nm)��߅��l����λ�ơ��D2 �W(w��ng)��
����5�����Y(ji��)
�����{��ӡÓģ�^����ģ����z�Ӹ�����(y��ng)�����ЬF(xi��n)����ܕ���(d��o)�¹���z�����Ɠp���@��Ӱ푉�ӡ�|(zh��)���Éĵ���Ҫԭ��֮һ�������M(j��n)�����B�m(x��)Óģ�ͷֶ�ÓģÓģ�^�̔�(sh��)ֵģ�M���@����Óģ�^���е���Ч��(y��ng)���ֲ���׃�����о��l(f��)�F(xi��n)���ֶ�Óģ�^���������Ч��(y��ng)�����B�m(x��)Óģ�^�̵�1/3~2/3����ռ��g(sh��)�W(w��ng)(http://bjjyhsfdc.com/)�J(r��n)���c�B�m(x��)Óģ��ȣ��ֶ�Óģ�����ڱ��o(h��)ģ����z�ӣ����������Ч��(y��ng)�����pС�p�ģ�ͬ�r�ֶ�Óģ�ܜp�ٹ���z�����Ɠp����߉�ӡ�|(zh��)������(d��ng)Ȼ���ֶ�Óģ�еķֶΔ�(sh��)��Óģ�ٶȵȶ���Ӱ�ÓģÓģ�|(zh��)��������ͬ��ʽ�ļ{��ӡҪ�քe������