�����ڹ����Ĥ�Ĵň��o���x��僻�Դ���������Է���
����ᘌ��N�����ڹ����Ĥ�Ĵň����Ƶ�늻��x��僻�Դ����������Y��������ԭ���Լ������\�ӡ�������ԣ����^�˲�ͬ�ň��o���ܿػ�Դ�İнY�����ň�λ�Σ���ӑՓ�ˌ������\�ӡ���늼��Ĥ��ˇ��Ӱ푣����ň����Ƶ�늻��x��僻�Դ�İlչ�M����չ����
������߹��ߡ�ģ�ߵļӹ��|����ʹ�É���һֱ���˂�����̽�����n�}��늻��x��僼��g��һ�N��ģ�߲��ϱ�����Լ��g�������x���ʸߡ��ɵ͜س��e��Ĥ���|�����Լ����e���ʿ�������Ĥ��ʽ�����߂�ă��ݣ����ڬF�������Լ����Nģ�ߵı�����oȡ��������đ���Ч�������ǣ�늻���늌��µĴ��w�����������˹�ģ��Ϳ�Ӽ��g���Mһ�����ã�Ҳ�ɞ����늻��x��僼��g�lչ����ҪՓ�}��
�����x��僻�Դ��늻����x���w��늵�Դ�^�����x��僼��g���P�I������늻��x������õĻ�Դ����ꎘO��Դ���@�N��Դ��늻����О鱻ꎘO�����S������΄ӡ��߶�������ꎘO���c�����ơ��ڰlչ������늻��x��僼��g���^���У���늻�ꎘO���c�\�ӵ���Ч�������P��Ҫ������@�Q����늻���늵ķ����ԡ�ꎘO�вĵ���Ч���á����w����ȥ������Ĥ�|���ĸ��Ƶ��T���P�I���}�Ľ�Q��������һֱ�������@����Ĺ������о����c��Ҫ�����ڴň����ƵĻ�Դ�OӋ�ϡ��������늻����������ԣ����늴ň��ǿ��ƻ����\�ӵ���Ч������Ŀǰ���еĴň��OӋ���ǿ��]�ڰ����γ�һ���Ĵň�λ�Σ������J�Ƿ��t���ƻ��ߵ��\��܉�E�����ÙM���������ߵ��\���ٶȡ�
��������Ĵň��OӋ�w�F�飺һ����M���ܔU��ň��M���������e�c���ȣ���һ�������̶ȵĿ��ƺ����ƻ��ߵ��\�ӡ����ڹ����Ĥ���m�r�g�^�L����Ĥ�ӵ�����Ҫ���^�ߣ����I���õ��x��僻�Դ���߂������c���ԣ�(1)��늷������������绡��(2)�����\�Ӽs�����������ܻ���(3)�в������ʸߣ�(4)����ā����늹����ܶ�С�����w���٣�(5)���x���w�ܶ��Լ��x���ʸߣ���ݔ�\�ĵ��x���wͨ�����
����ᘌ�Ŀǰ���еĎN�����ڹ����Ĥ�Ĵň��o���x��僻�Դ�����ı��^�����˲�ͬ�ň��o���ܿػ�Դ�İнY�����ň�λ�μ��a���C�ƣ�ӑՓ�˲�ͬλ�εĴň��������\�ӡ���늵�Ӱ��Լ��ɴˌ��µ��Ĥ��ˇ�ă�ȱ�c�ȣ����ň����Ƶ�늻��x��僻�Դ�İlչ�M����չ����
����1���A��С��Դ
�����������瑪���ڹ����Ĥ���x��僻�Դ�ǏĶ��_˹���M�ĵ���С�A��Դ�����нY�����Ρ����b���㡢������λ�ò�ͬ�ɷֵİвĽM�ϡ������F��ԪͿ���Ƃ�ȃ��c��ԓ��Դ�İв�ֱ��һ����60~160 mm ���ң������20~40 mm ���ҡ������c����ꎘO늻�Դ��ȳߴ�С�ö࣬��һ��Q��С��Դ��С��Դͨ������늴Ż��ߚ�ӵęCе������ʽ�������r��ʹ���������ӣ��cꎘO�вĽ��|�������|�l������������·�Д࣬�ɻ��Դ�S�ֻ����늡�
����С��Դ�Ŀ��ƴň�һ���Դ�ڰвĺ��õ����ô��w�����w���Π�����LjA���Ρ��A�h�λ��߭h- ���Ρ��������ô��w�ڰ���a���Ĵň����Լs�������\�ӣ���߷�늷����ԣ������ܻ����S��С��Դ������늵İ���ň�����һ����1~5 mT���S�������w�����M������ǰ��늴ň��������ӣ�����Ӯa�������Ƅ�������������ʹ�����ڱ������������D�\�ӣ�ͬ�r�ĈA�������������\�ӡ�����ň����ȣ��������ߵ��\���ٶȺ��\�Ӱ돽����D1(a)��ʾ�����ǣ����y��С��Դ�вĺ��氲�b�����ô��wһ���������sˮ�У��L�r�g���������˴ţ���Ҫ����ĸ��Q���w�����Ҵň����Ȳ����{����ֻ�ܿ�ǰ���ƄӰвĺ���������w���{������Ĵň����ȡ�
����Ŀǰ�ܶ˾��ԓ��Դ�M���˸��M����Ҫ�����������g��ˮ��ͨ���������w������ˮ��ͨ���⣬�������˴Ų��ṩ�˸���Ĵň��OӋ���g��������늴ň�������ň��ďͺϴň��OӋ�����M���x��僻�Դ���_�l����D1(c)��ʾ�����磬�͠���˹���õ���ֱ��160 mm �İвģ��g��ˮ�䣬�вĺ��ṩ�˶�Nģʽ�Ĵ�·�OӋ�������߷�늵Ŀ��ƺ����ж�N���״ň�λ�Ρ����ȶ�ҹ�˾��u�_�l��ֱ��150 mm ���ҵĴ�A����һ��Ҳ�Dz����g��ˮ��Y�����ň��Y��Ҳ�Ƕ�Nģʽ�����Ĥ�����ԡ��������w���Լ����e����Ĥ���ṩ�˸���Ľ�Q������
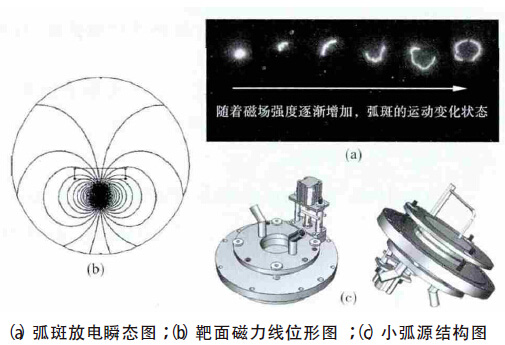
�D1 ���M��С��Դ�Y�������߷��
����7�����Y
����ᘌ�Ŀǰ���еđ����ڹ����Ĥ�Ĵň��o���x��僻�Դ���������^�˲�ͬ�ň��o���ܿػ�Դ��ꎘO�c�ň�λ�Σ����䌦�����\���c��늡��Ĥ��ˇ��Ӱ푡�
����(1)�A��С��Դ���нY�����Ρ����b���㡢������λ�ò�ͬ�ɷֵİвĽM�ϡ������F��ԪͿ���Ƃ�ă��c�����y�A��С��Դ�Ŀ��ƴň�һ���Դ�ڰвĺ��õ����ô��w��Ŀǰ�A�λ�Դ�İlչ�Dz����g��ˮ��ͨ���Լ���ֱ��(150 mm)�İвĽY�����ň�λ�ζ�ģʽ����������Ĥ���������w���Լ����e����Ĥ���ṩ�˸���Ľ�Q������
����(2)����ƽ���Դ�����Dʽ���λ�Դ����������Ĥ�����ԣ����ͻ��ߵķ�늹��ʣ��p�ٴ��w���������Ƃ侫��Ĥ���Լ����ߡ��b�Ϳ�ӵĴ�ס�����ȱ�c�ǰвĆ�һ���y���Ƃ��ԪͿ�ӣ�ͬ�r�в������ʵͣ��ň��OӋ��һ���ļ��ɣ��Y����������������ܻ�����늲������Ȇ��}���������L�r�g�Ĺ����Ĥ��
����(3)�Cеʽ���D�ſػ�Դ�����ڰ����γɶ�N�ٶȿ��{�����D�ň���������Ҫ�~�����ӏ��s�ęCе���ƙC����늴�ʽ���D�ſػ�Դ���ÙM��ň��ď��Ⱥ����D�l�ʵľC�����ã�����ꎘO�в��ό��F�ֲ�����������ď���ɢ���B��������������ӟ����������ܶȴ�����½���
����(4)��ģʽ��׃��ϴň��o��늻��x��僻�Դ����ָ��в�߅�����S���Q�lɢ�ň����c�����γ�ָ��в����ĵ��J�ǵľ۽������ň��C�����ã����γɄӑB�Ĺ�����ϴň����Ķ����ƻ����\�ӣ����ƻ��߷�늠�B���p���w���l�䡣���x���w�ھ۽��ň������·����Ă�ݔ��ͬ�r�����������x���w��������ײ�C�ʣ�����x���ʺ��x���ܶȡ�
����(5)늴�ʽ���D�ſػ�Դ�c��ģʽ��׃��ϴň��o��늻��x��僻�Դ�ǃɷN���̈́ӑB�ň��ɿ��x��僻�Դ���Mһ�����_�l�����Ƅ�늻��x��僼��g�İlչ��ʹ���ڸ�����Ҫ���I��l�]���á�