šµ┐šÖz┬®╝╝ąg(sh©┤)į┌ūį║─ļŖ╗ĪĀtŠSą▐ųąĄ─æ¬(y©®ng)ė├
ĪĪĪĪ▒Š╬─ĮY(ji©”)║Žšµ┐šÖz┬®Ą─Ė┼─Ņ╝░ęŌ┴xŻ¼Ė∙ō■(j©┤)šµ┐šūį║─ļŖ╗ĪĀtšµ┐šŽĄĮy(t©»ng)Ą─╠ž³c(di©Żn)Ż¼įö╝Ü(x©¼)ųv╩÷┴╦šµ┐šÖz┬®Ą─įŁ└Ē╝░ŲõūóęŌ╩┬ĒŚ(xi©żng)Ż¼═©▀^(gu©░)īŹ(sh©¬)ļH╔·«a(ch©Żn)▀^(gu©░)│╠ųąīŹ(sh©¬)ļHĄ─Öz┬®▀^(gu©░)│╠┐éĮY(ji©”)│÷┴╦Öz┬®āxæ¬(y©®ng)ė├▀^(gu©░)│╠ųąĄ─ūóęŌ╩┬ĒŚ(xi©żng)Ż¼ī”(du©¼)Į±║¾īŹ(sh©¬)ļH╔·«a(ch©Żn)Š▀ėąųžę¬Ą─ųĖī¦(d©Żo)ęŌ┴xĪŻ
ĪĪĪĪšµ┐šūį║─ļŖ╗ĪĀt╩Ū─┐Ū░╩└Įń╔Ž╚█¤ÆŌüĪóõåĄ╚ŽĪėąĮī┘Ą─ų„ę¬įO(sh©©)éõŻ¼ė╔ė┌Ųõį┌šµ┐šŽ┬─▄ėąą¦Ą─ĮĄĄ═Įī┘╝░Ųõ║ŽĮųąĄ─ÜŌ¾w║¼┴┐Ż¼Ė³£╩(zh©│n)┤_Ą─┐žųŲ╗»īW(xu©”)│╔ĘųŻ¼Ė─╔ŲĶTÕVĄ─┘|(zh©¼)┴┐Ą╚ā×(y©Łu)ä▌(sh©¼)Ż¼ę“Č°▒╗ÅVĘ║æ¬(y©®ng)ė├ĪŻį┌īŹ(sh©¬)ļH╔·«a(ch©Żn)ųąßśī”(du©¼)║╦╝ē(j©¬)õå▓─üĒ(l©ói)ųv╚█¤Æšµ┐šČ╚╝░┬®ÜŌ┬╩╩ŪļŖ╗ĪĀtūŅųžę¬Ą─╣ż╦ćģóöĄ(sh©┤)Ż¼ė╔ė┌ĘNĘNįŁę“šµ┐š┬®ÜŌ┬╩═∙═∙¤o(w©▓)Ę©▓╗─▄▀_(d©ó)ĄĮ╣ż╦ćģóöĄ(sh©┤)Ą─ę¬Ū¾Č°ė░Ēæ╔·«a(ch©Żn)▀M(j©¼n)Č╚║═«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐ĪŻę“┤╦Ż¼╚ń║╬┐ņ╦┘Ą─░l(f©Ī)¼F(xi©żn)┬®³c(di©Żn)Ż¼╩Ūšµ┐šŠSą▐▀^(gu©░)│╠ųąĄ─ĻP(gu©Īn)µIĪŻ
1Īóšµ┐šÖz┬®Ą─ĘųŅÉ(l©©i)┼cĘĮĘ©
ĪĪĪĪ1.1Īóšµ┐šÖz┬®Ą─Ė┼─Ņ
ĪĪĪĪšµ┐šÖz┬®Š═╩ŪÖz£y(c©©)šµ┐šŽĄĮy(t©»ng)Ą─┬®ÜŌ▓┐╬╗╝░Ųõ┤¾ąĪĄ─▀^(gu©░)│╠ĪŻ┬®ÜŌĘų×ķīŹ(sh©¬)┬®║═╠ō┬®ā╔ĘNĪŻīŹ(sh©¬)┬®ų„ę¬╩Ūė╔ė┌ÜŌ¾w═©▀^(gu©░)ŽĄĮy(t©»ng)╔ŽĄ─┬®┐ū╗“ķgŽČÅ─Ė▀ē║é╚(c©©)┴„Ž“Ą═ē║é╚(c©©)Ą─▀^(gu©░)│╠Ż¼ī┘ė┌įO(sh©©)éõūį╔Ēå¢(w©©n)Ņ}Ż¼ę▓╩Ū▒Š╬─蹊┐┼cĮŌøQĄ─ųž³c(di©Żn)å¢(w©©n)Ņ}Ż╗╠ō┬®ų„ę¬╩Ūė╔ė┌▓─┴ŽĘ┼ÜŌĪóĮŌ╬³Īó─²ĮY(ji©”)ÜŌ¾wĄ─į┘š¶░l(f©Ī)Ą╚įŁę“ę²ŲĄ─ÜŌ¾wē║┴”╔²Ė▀Ą─¼F(xi©żn)Ž¾Ż¼ų„ę¬═©▀^(gu©░)ķL(zh©Żng)Ģr(sh©¬)ķgĄ─│ķ┐šīó░l(f©Ī)│÷Ą─ÜŌ¾w│ķ│÷ŽĄĮy(t©»ng)═Ō▒Ń┐╔ęįš²│Ż╩╣ė├║═╔·«a(ch©Żn)ĪŻ
ĪĪĪĪ1.2Īóšµ┐šÖz┬®Ą─ĘųŅÉ(l©©i)
ĪĪĪĪšµ┐šÖz┬®┐╔ęįĘų×ķā╔┤¾ŅÉ(l©©i)ĪŻĄ┌ę╗Ż¼│õē║Öz┬®Ę©Ż╗Ą┌Č■Ż║šµ┐šÖz┬®Ę©ĪŻ
ĪĪĪĪó┘│õē║Öz┬®Ę©Ż║ųĖį┌▒╗Öz╝■ā╚(n©©i)▓┐│õ╚ļę╗Č©ē║┴”Ą─╩Š┬®╬’┘|(zh©¼)Ż¼╚ń╣¹▒╗Öz╝■╔Žėą┬®┐ūŻ¼╩Š┬®╬’┘|(zh©¼)Å─┬®┐ū┬®│÷Ż¼ė├ę╗Č©Ą─ĘĮĘ©╗“āxŲ„į┌▒╗Öz╝■═Ō▓┐Öz£y(c©©)│÷┬®┐ū┬®│÷Ą─╩Š┬®╬’┘|(zh©¼)Ą─ĘĮĘ©ĪŻų„ę¬ėą╔²ē║Ę©Īó┬Ā(t©®ng)ę¶Ę©ĪóÜŌ┼▌Ę©Ą╚ĪŻ
ĪĪĪĪó┌šµ┐šÖz┬®Ę©Ż║ųĖīó╣▄Ą└║═Öz┬®Ų„Ą─├¶Ėąį¬╝■╠Äė┌šµ┐šĀŅæB(t©żi)Ż¼į┌╣▄Ą└Ą─═Ō▓┐╩®╝ė╩Š┬®╬’┘|(zh©¼)Ż¼╚ń╣¹ėą┬®┐ūŻ¼╩Š┬®╬’┘|(zh©¼)Š═Ģ■(hu©¼)═©▀^(gu©░)┬®┐ū▀M(j©¼n)╚ļ▒╗Öz╝■║═├¶Ėąį¬╦ž┐šķgŻ¼ė╔├¶Ėąį¬╝■Öz£y(c©©)│÷╩Š┬®╬’┘|(zh©¼)Ą─ĘĮĘ©ĪŻų„ę¬ėąšµ┐šėŗ(j©¼)Ę©ĪóņoæB(t©żi)╔²ē║Ę©Īó║ż┘|(zh©¼)ūVÖz┬®āxĘ©ĪŻ
2Īóšµ┐šūį║─ļŖ╗ĪĀtĄ─ŽĄĮy(t©»ng)╠ž³c(di©Żn)╝░Öz┬®ę¬³c(di©Żn)
ĪĪĪĪšµ┐šūį║─ļŖ╗ĪĀt╚█¤Æū„×ķ╣½╦Š║╦╝ē(j©¬)õå▓─╔·«a(ch©Żn)Ą─Ą┌ę╗Ą└╣żą“Ż¼Ųõę¬Ū¾Ą─šµ┐šČ╚╝░┬®ÜŌ┬╩ĘŪ│Żć└(y©ón)Ė±Ż¼ų╗ėą«ö(d©Īng)┬®ÜŌ┬╩▀_(d©ó)ĄĮ0.65 Pa/min ęįŽ┬▓┼į╩įS╚█¤ÆŻ¼ė╔ė┌šµ┐šūį║─ļŖ╗ĪĀtšµ┐š▓┐Ęų░³└©Ū░╝ē(j©¬)šµ┐š▒├Īó┤¾ąĪ┴_┤─▒├Īóšµ┐š╣▄Ą└ęį╝░╔ŽĀt╩ę║═█ßłÕ▓┐ĘųŻ¼šµ┐šĀt╩ę▓┐Ęų╚▌Ęe┤¾Ż¼┬®³c(di©Żn)ČÓĄ─╠ž³c(di©Żn)Ż¼╚╬║╬ę╗éĆ(g©©)ĄžĘĮ░l(f©Ī)╔·╬óąĪĄ─┬®ÜŌČ╝┐╔─▄įņ│╔šµ┐šČ╚ĮĄĄ═Č°¤o(w©▓)Ę©ØMūŃ╚█¤Æ╣ż╦ćę¬Ū¾Ż¼ę“┤╦šµ┐š╝╝ąg(sh©┤)ŠW(w©Żng)(http://bjjyhsfdc.com/)šJ(r©©n)×ķ▓╔ė├╔Ž╩÷│õē║Öz┬®Ę©’@╚╗╩Ū¤o(w©▓)Ę©▀_(d©ó)ĄĮÖz£y(c©©)ę¬Ū¾Ą─Ż¼═©│Ż▓╔ė├ĮĶų·ė┌ŽĄĮy(t©»ng)ūį╔ĒĄ─šµ┐šŽĄĮy(t©»ng)Ą─šµ┐šÖz┬®Ę©Ż¼─┐Ū░ĘųÅSų„ę¬▓╔ė├║ż┘|(zh©¼)ūVÖz┬®āxüĒ(l©ói)Öz£y(c©©)ļŖ╗ĪĀtĄ─┬®³c(di©Żn)ĪŻ
ĪĪĪĪ2.1Īóšµ┐šūį║─ļŖ╗ĪĀtšµ┐šŽĄĮy(t©»ng)┼õų├║å(ji©Żn)Įķ
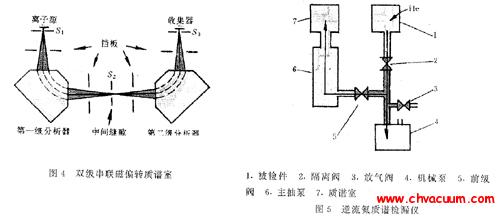
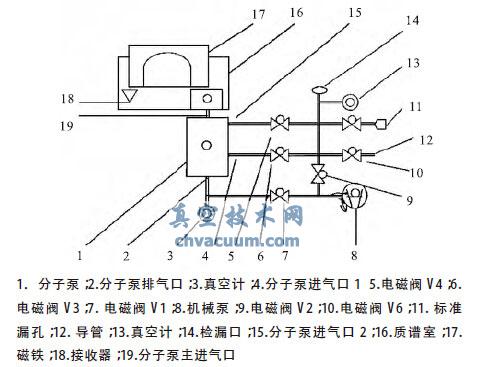
ĪĪĪĪ╚ńłD1 ╦∙╩Š╩ŪļŖ╗ĪĀtšµ┐šŽĄĮy(t©»ng)įŁ└ĒłDĪŻ╦³╩Ūė╔ÖC(j©®)ąĄ▒├Īó┴_┤─▒├Īóė═į÷ē║▒├ĪóĄ¹ķyĄ╚ĮM│╔Ą─ĪŻŲõųą┤¾┴_┤─▒├┼cė═į÷ē║▒├▓ó┬ō(li©ón)╩╣ė├Ż¼«ö(d©Īng)ē║ÅŖ(qi©óng)┤¾ė┌1Pa ═©│Ż▓╔ė├ÖC(j©®)ąĄ▒├┼c┤¾ąĪ┴_┤─▒├╣▓═¼│ķ┐šŻ¼«ö(d©Īng)ē║ÅŖ(qi©óng)ąĪė┌1Pa Ģr(sh©¬)═©│Ż▓╔ė├ÖC(j©®)ąĄ▒├Īó┴_┤─▒├┼cė═į÷ē║▒├╣▓═¼│ķ┐š═Ļ│╔ĪŻ
łD1 ļŖ╗ĪĀtšµ┐šŽĄĮy(t©»ng)įŁ└ĒłD
ĪĪĪĪ2.2Īóšµ┐šÖz┬®Ą─ę¬³c(di©Żn)┼c▓Į¾EŻ║
ĪĪĪĪ2.2.1Īó│§▓Į┼ąöÓ┬®ÜŌī┘ė┌īŹ(sh©¬)┬®▀Ć╩Ū╠ō┬®Ż╗╩Ūšµ┐š╣▄┬Ę┬®ÜŌ▀Ć╩Ūšµ┐š╚█¤Æ╩ę┬®ÜŌ
ĪĪĪĪĘĮĘ©Ż║│ķ┐šę╗Č©Ģr(sh©¬)ķg║¾ĻP(gu©Īn)ķ]łD1 ųą4 ╠¢(h©żo)ķyŻ¼ėøõø╚█¤Æ╩ęā╚(n©©i)Ą─Ų╩╝šµ┐šČ╚▓óŪę▀B└m(x©┤)ėøõø5minŻ¼ėøõø├┐ĘųńŖŲ╩╝Āt╩ęā╚(n©©i)ē║ÅŖ(qi©óng)ĘųäeP0Ż¼P1Ż¼P2Ż¼P3Ż¼P4Ż¼P5Ż¼«ö(d©Īng)(P5-P0)/5>0.65 Pa/min ūC├„šµ┐šĀt╩ęā╚(n©©i)Ą─┬®┬╩╬┤ØMūŃ╣ż╦ćę¬Ū¾Ż¼┤╦Ģr(sh©¬)į┘ėŗ(j©¼)╦Ń├┐ĘųńŖĄ─ē║╔²┬╩Ż¼ ╚ń╣¹(P1-P0)≈(P2-P1)≈(P3-P2)≈(P4-P3)≈(P5-P4)Ģr(sh©¬)Ż¼æ¬(y©®ng)«ö(d©Īng)┼ąČ©šµ┐šĀt╩ę┤µį┌┬®ÜŌ¼F(xi©żn)Ž¾Ż¼ī┘ė┌īŹ(sh©¬)┬®ĪŻ╚ń╣¹«ö(d©Īng)(P1-P0)>(P2-P1)>(P3-P2)>(P4-P3)>(P5-P4)Ģr(sh©¬)Ż¼æ¬(y©®ng)«ö(d©Īng)┼ąČ©šµ┐š╩ęī┘ė┌╠ō┬®Ż¼æ¬(y©®ng)«ö(d©Īng)└^└m(x©┤)╝ėķL(zh©Żng)│ķ┐šĢr(sh©¬)ķg╗“Öz▓ķ╣▄Ą└╩Ūʱ┬®ÜŌĪŻĖ∙ō■(j©┤)įōĘĮĘ©ęį╝░┼ąČ©Ą─┬®³c(di©Żn)Ą─┤¾ų┬ģ^(q©▒)ė“╬╗ų├ė├║ż┘|(zh©¼)ūVÖz┬®āx╗“Ųõ╦³ĘĮĘ©Öz┬®ĪŻ
ĪĪĪĪ2.2.2Īó║ż┘|(zh©¼)ūVÖz┬®āxš²┤_╩╣ė├
ĪĪĪĪ1.║ż┘|(zh©¼)ūVÖz┬®āxĄ─╣żū„įŁ└Ē
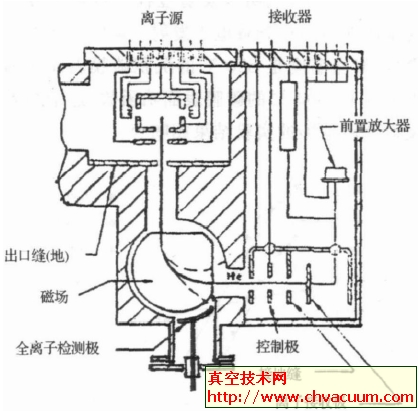
ĪĪĪĪĘųÅS¼F(xi©żn)╩╣ė├Ą─╩Ū║ŽĘ╩═Ņāx┐Ų╝╝╔·«a(ch©Żn)Ą─SFJ-261ą═Öz┬®āxŻ¼įōÖz┬®āxūŅąĪ┐╔Öz┬®┬╩─▄▀_(d©ó)ĄĮ5×10-12Pa·m3/sŻ¼▀h(yu©Żn)▀h(yu©Żn)┤¾ė┌šµ┐šūį║─ļŖ╗ĪĀtśOŽ▐┬®┬╩4×10-3Pa·m3/s Ą─ę¬Ū¾Ż¼Öz┬®┐┌14 Ą─ūŅ┤¾Öz┬®ē║ÅŖ(qi©óng)×ķ1000PaŻ¼Ųõā╚(n©©i)▓┐įŁ└ĒłD╚ńłD2 ╦∙╩ŠĪŻ
łD2 ║ż┘|(zh©¼)ūVÖz┬®āxįŁ└ĒłD
ĪĪĪĪ╣żū„Śl╝■Ż║
ĪĪĪĪó┘Öz┬®āxę¬╣żū„▒žĒÜ╩╣Öz┬®āxā╚(n©©i)▓┐šµ┐šŽĄĮy(t©»ng)š²│Ż╣żū„Ż¼ę“┤╦Öz┬®āxÖC(j©®)ąĄ▒├8ĪóĘųūė▒├1 ║═ļŖ┤┼ķyV1 ┤«┬ō(li©ón)╣żū„Ż¼▀_(d©ó)ĄĮ┘|(zh©¼)ūV╩ę╦∙ąĶꬥ─Ė▀šµ┐šŻ¼ØMūŃļxūėį┤┐╔┐┐╣żū„Ģr(sh©¬)╝┤▀_(d©ó)ĄĮÖz┬®āx╣żū„Śl╝■Ż¼╝┤╬ęéā╦∙šf(shu©Ł)Ą─ūįÖz═©▀^(gu©░)ĪŻ
ĪĪĪĪó┌ØMūŃÖz┬®┐┌14 ▀_(d©ó)ĄĮ1000 Pa ęįŽ┬Ż¼ė╔ė┌šµ┐šūį║─ļŖ╗ĪĀt╚▌Ęe╝s2~3m3Ż¼ę“┤╦¤o(w©▓)Ę©╩╣ė├Öz┬®āxūį╔ĒĄ─šµ┐š▒├▀M(j©¼n)ąąĀt╩ę│ķ┐šŻ¼▒žĒÜ╩╣ė├ļŖ╗ĪĀtĄ─šµ┐šŽĄĮy(t©»ng)ū„×ķÖz┬®āxĄ─▌oų·ŽĄĮy(t©»ng)ī”(du©¼)Ųõ│ķ┐šŻ¼Å─Č°ØMūŃÖz┬®┐┌1000 Pa ęįŽ┬Ą─╩╣ė├ę¬Ū¾ĪŻ
ĪĪĪĪ2.Öz┬®āxį┌ļŖ╗ĪĀtšµ┐šŽĄĮy(t©»ng)ųąĄ─▀BĮė
ĪĪĪĪÖz┬®āxįŁ└ĒłDųą14 Öz┬®┐┌Ą─╬╗ų├═©│Ż┐╔ęį▀BĮėį┌łD1 ųą╠ōŠĆA ╗“B Ą─╬╗ų├Ż¼ę“?y©żn)ķ▀@ā╔╠ÄŠ∙─▄▀_(d©ó)ĄĮÖz┬®āxÖz┬®┐┌ąĪė┌1000 Pa Ą─╣żū„ę¬Ū¾Ż¼ī”(du©¼)ė┌┤ųÖzā╔éĆ(g©©)╬╗ų├Č╝─▄ē“▀_(d©ó)ĄĮę¬Ū¾Ż¼Ą½ī”(du©¼)ė┌ŽĄĮy(t©»ng)Ą─ąĪ┬®Ż¼╬╗ų├Ą─▀xō±ätŽÓ«ö(d©Īng)ĻP(gu©Īn)µIŻ¼ī”(du©¼)ė┌║╦╝ē(j©¬)õåĶTÕVĄ─╔·«a(ch©Żn)üĒ(l©ói)šf(shu©Ł)Ż¼«ö(d©Īng)┬®┬╩Įķė┌0.65~1.5 Pa/min Ģr(sh©¬)Ė³ę¬ūóęŌ╬╗ų├Ą─▀xō±ĪŻų„ę¬įŁę“╩Ūė╔ė┌Ż║įōą═╠¢(h©żo)Ą─Öz┬®āxĘų×ķÖz£y(c©©)┤¾┬®Īóųą┬®║═╬ó┬®Ż¼«ö(d©Īng)Öz┬®┐┌14Ą─ē║ÅŖ(qi©óng)100 PaPa<Pa<1000 Pa Ģr(sh©¬)Öz┬®āxV1 ║═V2┤“ķ_(k©Īi)Ż¼║żÜŌ▓┐ĘųĘųūėčžĘųūė▒├┼┼ÜŌ┐┌─µ┴„▀M(j©¼n)╚ļ┘|(zh©¼)ūV╩ęŻ¼ę“┤╦ų╗ėą«ö(d©Īng)║żÜŌĘųūė▌^ČÓĢr(sh©¬)▓┼─▄▒╗Öz£y(c©©)ĄĮŻ╗«ö(d©Īng)ē║ÅŖ(qi©óng)10 Pa<Pa<100 Pa Ģr(sh©¬)Ż¼Öz┬®āxĻP(gu©Īn)ķ]V2Ż¼┤“ķ_(k©Īi)V3Ż¼V1 ķyŻ¼┤╦Ģr(sh©¬)║żÜŌĘųūė▌^ČÓčž4 ╠ÄĘųūė▒├▀M(j©¼n)ÜŌ┐┌1 ─µ┴„▀M(j©¼n)╚ļ┘|(zh©¼)ūV╩ęųąŻ¼┐╔ęįÖz£y(c©©)ĄĮŽĄĮy(t©»ng)Ą─ųą┬®Ż╗«ö(d©Īng)Pa <10 Pa Ģr(sh©¬)Ż¼Öz┬®āxĻP(gu©Īn)ķ]V3Ż¼┤“üĒ(l©ói)V4ĪóV1 ķyŻ¼┤╦Ģr(sh©¬)║żÜŌĘųūė┤¾▓┐Ęųčž15 ╠ÄĘųūė▒├▀M(j©¼n)ÜŌ┐┌2 ─µ┴„▀M(j©¼n)╚ļ┘|(zh©¼)ūV╩ęųąŻ¼▀_(d©ó)ĄĮÖz£y(c©©)╬ó┬®Ą─ą¦╣¹ĪŻ
ĪĪĪĪė╔ė┌į┌š²│Ż╣żū„Ģr(sh©¬)ÖC(j©®)ąĄ▒├▀M(j©¼n)ÜŌ┐┌A ╠ÄĄ─šµ┐šČ╚╩▄╣▄Ą└ÜŌ├▄ąį╝░▒├▒Š╔ĒĄ─│ķ┐š─▄┴”Ą╚ę“╦žĄ─ė░ĒæŻ¼═©│Żšµ┐šČ╚┐╔─▄į┌20~200 Pa Ą─ĘČć·ā╚(n©©i)Ż¼ę“┤╦šµ┐š╝╝ąg(sh©┤)ŠW(w©Żng)(http://bjjyhsfdc.com/)šJ(r©©n)×ķī”(du©¼)ė┌Öz£y(c©©)ųą┬®üĒ(l©ói)šf(shu©Ł)Ż¼ėą┐╔─▄ī¦(d©Żo)ų┬Öz┬®āxĄ─V3 ķy¤o(w©▓)Ę©┤“ķ_(k©Īi)Ż¼╩╣Ą├ųą┬®Ą─▓┐Ęų┬®┐ū¤o(w©▓)Ę©Öz£y(c©©)│÷üĒ(l©ói)Ż¼▀@ę▓╩Ū×ķ╩▓├┤į┌¼F(xi©żn)ł÷(ch©Żng)Öz┬®▀^(gu©░)│╠ųąėąĢr(sh©¬)¤o(w©▓)Ę©Öz£y(c©©)│÷┬®³c(di©Żn)Ą─ų„ę¬įŁę“ĪŻ
ĪĪĪĪąĪ┴_┤─▒├▀M(j©¼n)ÜŌ┐┌B ╠ÄīŹ(sh©¬)ļH╔Ž╩ŪÖC(j©®)ąĄ▒├┼c┴_┤─▒├į┌┬ō(li©ón)║Ž│ķ┐šŻ¼šµ┐šČ╚═©│Ż▒ŻūCį┌10~30 Pa ĘČć·ā╚(n©©i)Ż¼─▄ē“▒ŻūCÖz┬®āxį┌ųą┬®Ą─ĘČć·ā╚(n©©i)▀M(j©¼n)ąą╣żū„Ż¼╝┤║żÜŌÅ─4 ╗“15 ╠Ä─µ┴„▀M(j©¼n)╚ļ┘|(zh©¼)ūV╩ęųąŻ¼▒ŻūCÖz┬®āxĄ─ĘĆ(w©¦n)Č©┐╔┐┐╣żū„ĪŻ
ĪĪĪĪ2.2.3ĪóÖz┬®╣żū„Ą─īŹ(sh©¬)╩®
ĪĪĪĪų╗꬚²┤_Ą─ū÷║├Öz┬®ĘČć·Ą─ŅA(y©┤)┼ą║═š²┤_▀BĮė║├Öz┬®āx║¾Š═Š▀éõ┴╦Öz┬®Ą─Ū░╠߯¼æ¬(y©®ng)«ö(d©Īng)░┤šš╚ńŽ┬▓Į¾E▀M(j©¼n)ąą▓ķĪóÖz┬®╣żū„Ż║
ĪĪĪĪó┘š²│Żåóäė(d©░ng)ļŖ╗ĪĀtšµ┐šŽĄĮy(t©»ng)Ż¼«ö(d©Īng)Āt╩ę▀_(d©ó)ĄĮĘĆ(w©¦n)Č©Ą─ųąšµ┐šČ╚║¾Ż¼═©│Żį┌10 Pa ęįŽ┬Ż¼┤“ķ_(k©Īi)Öz┬®āxķ_(k©Īi)╩╝▀M(j©¼n)ąą╣żū„Ż╗
ĪĪĪĪó┌░┤ššŽ╚Ė▀║¾Ą═ĪóŽ╚Į³║¾▀h(yu©Żn)Ą─Ēśą“ę└┤╬ī”(du©¼)Āt╩ęĖ„éĆ(g©©)³c(di©Żn)▀M(j©¼n)ąąćŖ║żŻ¼ßśī”(du©¼)šµ┐šūį║─ļŖ╗ĪĀtČ°čį║Ž└ĒĄ─Öz┬®┬ĘŠĆæ¬(y©®ng)«ö(d©Īng)ę└┤╬╩ŪļŖśOŚUäė(d©░ng)├▄ĘŌ╠Ä———ė^▓ņ┐ū▓Ż┴¦╠Ä———ĀtŅ^Ę©╠m———█ßłÕĘ©╠m———šµ┐šÖz£y(c©©)┼┼———šµ┐š╣▄Ą└———šµ┐šō§░Õķy———┤¾ĪóąĪ┴_┤─ĪŻ
ĪĪĪĪó█═Ō▓┐¤o(w©▓)Ę©ćŖ║żÖz┬®▓┐╬╗Ą─Öz▓ķĪŻ═Ō▓┐▓╗ęūćŖ║żÖz▓ķĄĮĄ─▓┐╬╗ų„ę¬ėąŻ║a. ļŖ╗ĪĀtų¦ō╬ŚUäė(d©░ng)├▄ĘŌŻ╗b.ÜŌäė(d©░ng)┐©Ņ^├▄ĘŌŻ╗c.█ßłÕĄūē|├▄ĘŌŻ╗d.šµ┐šĀt╩ęā╚(n©©i)Ė¶īė║Ė┐p╠ÄĄ─ØB┬®Ż╗e. ÜŌäė(d©░ng)šµ┐šō§░Õķyā╚(n©©i)▓┐╔w░Õ├▄ĘŌĪŻ
ĪĪĪĪa║═bĄ─ą╣┬ČąĶę¬ųŲū„īŻ(zhu©Īn)ė├ļŖśOŚUČ╦Ņ^├ż░ÕŻ¼īóļŖśOŚUŽ┬▓┐Ą─ūŽŃ~ī¦(d©Żo)ļŖĘ©╠m▓Ž┬▓óīóųŲū„║├Ą─Ħėą├▄ĘŌ╚”Ą─├ż░Õė├┬▌╦©╣╠Č©į┌įŁī¦(d©Żo)ļŖĘ©╠m╠ÄŻ¼ųžą┬│ķ┐š▓óī”(du©¼)Āt╩ę£y(c©©)ē║╔²┬╩Ż¼╚ń╣¹ē║╔²┬╩’@ų°Ž┬ĮĄät┐╔ęįūC├„╩Ū┤╦╠Äī¦(d©Żo)ų┬┬®ÜŌĪŻ
ĪĪĪĪc ų„ę¬┐┐╠µ┤·Ė³ōQĘ©Ż¼ųžą┬čb┼õ┴Ē═Ōę╗ĮM█ßłÕ▀M(j©¼n)ąąē║╔²┬╩ī”(du©¼)▒╚įć“×(y©żn)Ą─ĘĮĘ©ĪŻ
ĪĪĪĪd ąĶę¬▓╔ė├Ė¶īėā╚(n©©i)▓┐ćŖ║ż┤“ē║Ą─ĘĮ╩ĮŻ¼īóļŖ╗ĪĀt╦«┼┼╔Ž╦∙ėąĄ─│÷╦«ķyķT(m©”n)╚½▓┐ĻP(gu©Īn)ķ]▓óĻP(gu©Īn)ķ]│²Āt╩ę▀M(j©¼n)╦«ķy═ŌĄ─Ųõ╦¹▀M(j©¼n)╦«ķyķT(m©”n)Ż¼į┌╦«┼┼▀M(j©¼n)┐┌ī”(du©¼)Āt
ĪĪĪĪ╩ęĖ¶īė▀M(j©¼n)ąąćŖ║ż┤“ē║Ż¼īóē║┴”│õĄĮ0.1MPa ║¾Ż¼ųžÅ═(f©┤)Öz┬®āxĄ─Öz┬®▓┘ū„Ż¼╚ń╣¹Ė¶īėØBÜŌŻ¼ÜŌ¾wīó▀M(j©¼n)╚ļĀt╩ę▒╗Öz┬®āxÖz£y(c©©)ĪŻ
ĪĪĪĪe ═©▀^(gu©░)ķ_(k©Īi)Īó═Ż▒├Öz£y(c©©)ē║╔²┬╩Ą─ĘĮ╩ĮÖz£y(c©©)ĪŻ╚ń╣¹ō§░Õķyā╚(n©©i)▓┐╔w░Õ┬®ÜŌŻ¼ätį┌ķyķT(m©”n)ĻP(gu©Īn)ķ]Ą─ŪķørŽ┬Ż¼═Żų╣ŽĄĮy(t©»ng)šµ┐š▒├╣żū„║═▓╗═Żų╣Ą─ŪķørŽ┬ē║╔²┬╩Ģ■(hu©¼)ėą▌^├„’@Ą─ūā╗»ĪŻ
3ĪóĮY(ji©”)šō
ĪĪĪĪęį╔Ž═©▀^(gu©░)ī”(du©¼)Öz┬®Ė┼─ŅĪóÖz┬®āxįŁ└Ē╝░ļŖ╗ĪĀtÖz┬®Ą─▓Į¾EĄ─įö╝Ü(x©¼)ĮķĮBŻ¼šęĄĮ┴╦šµ┐šūį║─ļŖ╗ĪĀtÖz┬®Ą─▓Į¾E╝░ę¬³c(di©Żn)Ż¼╩╣Ųõš¹éĆ(g©©)▀^(gu©░)│╠Ė³╝ėŪÕ╬·╗»Īó─Ż╩Į╗»ĪŻ▒Š╬─į┌īŹ(sh©¬)ļHĄ─╣żū„ųąī”(du©¼)¼F(xi©żn)ł÷(ch©Żng)Ą─īŹ(sh©¬)ļH╣żū„ėąųžę¬Ą─ųĖī¦(d©Żo)ęŌ┴xŻ¼═¼Ģr(sh©¬)ŽŻ═¹▒Š╬─ī”(du©¼)ŽÓĻP(gu©Īn)ąąśI(y©©)ĮŌøQŅÉ(l©©i)╦Ųå¢(w©©n)Ņ}ėą╦∙Ä═ų·ĪŻ
ģó┐╝╬─½I(xi©żn)
ĪĪĪĪ[1] Į¬▓©.šµ┐šÖz┬®į┌ŠSą▐ųąĄ─æ¬(y©®ng)ė├[J].ÖC(j©®)ąĄųŲįņŻ¼2006Ż¼(4):65-67.
ĪĪĪĪ[2] └Ņ▄Ŗ╚╩Ż¼ĖČ▒Ż╚½Ż¼└ŅÅŖ(qi©óng)Ż¼Ą╚. šµ┐šūį║─ļŖ╗ĪĀtšµ┐šŽĄĮy(t©»ng)Öz┬®[J]. šµ┐šŻ¼2005Ż¼(5):37-39.