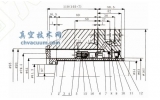
�P�ڙCе�ܷ��̎������
�����Cе�ܷ���ʹ������ܵ����|�е��s�|�ͽY������e���ܷ�ǻ�ȣ�ʹ�ӭh�̈́ӭh�����S���g���g϶�ױ������� ��Ʉӭh���S��Ą������`�����������������ɱ����g���������Բ��㣬�����ṩԭ�OӋ�Ķ���ȉ��� ��ʹ�ܷ��治�����õ��N�ͣ�ҺĤƽ�ⱻ�Ɖģ������ܷ���F©���S���Y������s�|�w���M��Ħ�������棬�ܷ�����u��ĥ�p���ټ��τӭh�S���a�����`������ܷ�й©�����ӣ���K�����ܷ�ص�ʧЧ��
�����Cе�ܷ�й©��̎������
����1���ܷ�й©��������ᣬ���A���g���t����Ҫ���C�͵��坍�� �Cе�ܷ���ǻ��λ����ԓ���ܷ����;�x���Ǹ�����ͬ�IJ��|����ͬ�Y���ęCе�ܷ⣬�縯�g�Խ��|�����z�ܷ�����x���ߜأ������ᣬ���A�������z�����w�w���ڌ��uӲ�|�Ͻ�Cе�ܷ��Ħ��̼���u�����_�ĵ��c�x��
����2�����ڏ��ɱȉ��ĉ��������OӋ�^���ܷ�ǻ�������^3Mpa �r���ܷ���ȉ��^���y���γɱ�Ĥ�ܷ���ĥ�p���أ� ����ğ�����ɟ�׃���ܷ��档��Q�������ڙCе�ܷ�����ɣ����ɉ��sһ������Ҏ���������S�^����^С���ڸ߉��Cе�ܷ⑪��ȡ���挦�����Ǻ����ģ� ��Ӳ�|�Ͻ��մɼ��������Ͽ������ȸߣ�����������s��ʩ��
����3������ʹ����ĥ�Ժã� ���z���Ըߵ�O �ͭh�����ܵ��p�p���r���ܱ��ֹ��е��Π�ʹ�С���S���ܷ⡣���ķ���ϩ�t�����鲨�y�ܡ�v �ͭh��Ш�ͭh�����ڸ��g�Խ��|�У��ߜػ�ؗ͜l���£� �������~�����P�������ٲ��y�ܴ����ܷ�h;���D�͙Cе�ܷ⣬�����O �ͭh�����ܷ⡣
����4�����É����L���oֹ�͙Cе�ܷ⣬���oֹ�͙Cе�ܷ���o�h�b���S�ȣ��ӭh�b�ڙC���ȣ������ܙC��׃�ε�Ӱ푣� �־��б���ƽ��ȵĽY���Ĺ��ܣ��ҏ��ɲ����|�ܷ�Һ��Ҳ���ƺ�����˄����ԣ�����������{�ϡ������ܷ�ƽ��Ⱥ͙C�����ȵ��y�ȡ�
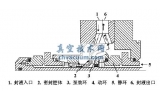
����5���Cе�ܷ��ܟ�����IJ���׃�ԡ����׃�Ρ�ؓ��������׃�ȣ��������ܷ�Ĺ������ܣ���������������ҕ������С������Ȼ��s��ˮ����s����ѭ�h��s����_ϴ��s���S����s����ѭ�h��s�ȷ�ʽ�� �_ϴ������sЧ���� �����ܷ�ضȣ�����ֹ�s�|�e�ۣ��Ա��C�ܷ������ԡ�
����6�����Ӽ����b�r���ض�׃���c����Û��������ܷ���׃�Ρ���ʹ�ܷ�����oͬ����׃���Ʉӣ��Y���ᑪ���^����׃���^����p�ġ�����й©�����Ԍ�O �h��ʯī�h�ı��ַ�ʽ�ɻ���ʽ�Ğ����ʽ; Ҳ�����ߜ����c�ض��m���Բ�������ęCе�ܷⲿ�������C�䑪��׃����С��
����7�������Ӱl�����s�������µĻ�����p����ɵĸɻ���Ħ�������������Ƶ��ܷ�Һ����sˮ�����͜ضȱO�؆�Ԫ�⣬ ߀��Ѳ�ؙz����߹��o�ܾ�����ֹ��������ò����͝{�ԃ������oֹ�͙Cе�ܷ⣬����Ч��ֹ�ɻ��Ӱl����
����8����Ħ���ܷ��杙��������������ܷ���й©��ʯ�͝�������ǻ�ĸ߶ȑ����ڄӣ��o�h�ܷ���ߡ�������ӵĶ��Ӻ��D���������¶��w��]�����~݆���S��ƽ�⣬�ջ������S�Гp�ġ���Ҋ�ܷ�й©̎�����ډ���й©���a���ĸ߉����͙Cе�ܷ�й©����ĉ�������
����9�����ڽ��|�Ć��}������й©��
����a�����|�ﺬ�БҸ�������Y�������L�r�g�e�ۣ������ڄӭh�c�S֮�g������֮�g�������c������֮�g�ȣ�ʹ�a���ܷ�h���ܸ��ӣ�ʧȥ�a�����_���á�
����b�����|��đҸ�����Y�������ܷ�����g�� ʹ�ܷ�����N�ϲ��ò�Ѹ��ĥ�p��̎���������_܇ǰҪ�ȴ��_�_ϴ��s�y�T���^һ�Εr�g�ٱP܇���_܇�����_��_ϴ��sҺ;�m����߽��|��ڜض�;��߽��|�^�V�ͷ��x��Ч���ȡ�
����10����s���������ڰ��b�r�A���w���s�|���t��Ҫ������sҺ�ܵ��������Һ����
����11���Cе�ܷ���ӡ��l������DŽ��o�h�c�ܷ�ǻ���g϶̫С�� ��Ҫ�����ܷ�ǻ�ȏ���pС�D���⏽�����ٱ��C0.75mm ���g϶�������Ħ�����䌦��������Ҫ���Ą��o�h���ϣ�ʹ���͜أ����g���@�Ӿ͕��p�ٙCе�ܷ����ӺͰl�ᡣ
�������⣬�ӏ����D�Cе���\�й��������r�z��Cе�ܷ�ĸ��N�������ܷ�Һ�������ضȵ�׃��;�z���S�������r���ܷ�Ġ�B; ������Ӽ����D�\�У��Ա��C�Cе������ԡ�
�����Cе�ܷ�Ĺ��φ��}�� �Еr߀Ҫ���]�Cе�ܷ��ⲿ��һЩӰ����ء����磺�ڷ����Cе�ܷ���|���¹ʵ�ԭ��r�� Ҫ���]���õ������㲿�����Cе�ܷ��\�е�Ӱ푣� ��ȡ��ʩ������ߙCе�ܷ��Ч����