С�͜u݆���ӱ��o�~Ƭ�OӋ�c���ͼ��g
����ᘌ�ijС�͜u݆���ӱ��Ĝu݆�������Ô�ֵ���淽���������o�~Ƭ�ĽY�������c���ٺ͉��ȵ��Pϵ��Ӌ�����~Ƭ�����^���Б����ֲ����о����~ƬŤ�D����ˇ��
�������^��Ʒԇ�ƣ��_�����OӋָ��Ҫ����C�˱���������o�~Ƭ�OӋ�c���ͼ��g�����_�����еġ�
�����u݆���ӱ������ø������D�Ą��~Ƭ���oֹ�~Ƭ�g�������\�ӣ������w���ӏĸ���Յ^“��s”������Յ^��Ȼ����ǰ���������⣬�Ķ��_������յ�Ŀ�ġ����^����ļ��g�M���͑��ø��M���u݆���ӱ����������ܸߡ���ȾС�����ܵ͵ȃ��ݣ�����Ց����I���ѽ��õ��ˏV�����á�Ŀǰ���u݆���ӱ��ѽ��ɞ��|�V��������ՙz©�����������ӡ��댧�w���졢���ܼ��ٵȸ߶˃x�����O����P�I���ܲ��������ګ@�Ý����ĸ���խh��������������ij���ͷ��ӱÕr�����o�~Ƭ���OӋ�ͳ��ͼ��g�M����̽����ȡ��������Ч����
1���o�~Ƭ�����OӋ
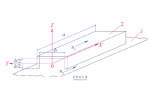
�����u݆���ӱõij��������Ҫ�w�F��õij��ٺ����s�����������H�cÿ���~Ƭ�ij���������P��Ҳ��ه�ڶ༉�~Ƭ�ĽM�Ϸ�ʽ���õĉ��s���c�~݆������ָ���Pϵ����������~݆��������߉��s�ȵ�����Ч;��������С�ͻ��Ŀ��]��ϣ��ÿ���~݆�߶�h �M��С���@�������Ŀ��g�ȿɷ��ñM���༉���~݆���Ķ���߉��s�ȡ��������Pϵ��֪���~݆�߶�h ��Ҫ���~Ƭ���Lb ���~Ƭ��α �_��(�����~Ƭ��ȱ��~Ƭ���L��һ���������������Բ�Ӌ)������ʽ(1)��

�����o�~Ƭ�����Ť���~Ƭ��Ť���~Ƭ���~Ƭ���L���Ƶ����~픈A���L��Ҳ�͵����~픈A���L�c�~Ƭ��z ���̡�����~݆���S��ߴ�Ɍ�����ʽ��
h ≈(2πR/z)·sin α ��2��
������ʽ(2)��Ҋ�������~Ƭ����pС�~Ƭ�ǿ���Ч�Ľ����~݆�߶�h�������~Ƭ�ǵĜpС������μ��~݆�ĉ��s�ȣ��Ķ�ʹ���w���s�ȵõ���ߡ��~Ƭ���c���s���Pϵ���D��ʾ��Ӌ�㉺�s�Ȳ��õ��D�ٞ�60000 RPM���~݆���ٶȰ��īI[2]����Ӌ�㣬��181m/s������ٶȱ�c=0.44��Ȼ����ֱ�������~Ƭ��z ��pС�~Ƭ��α �������~݆����Ч������e���ͣ��Ķ�Ӱ푵����١���Ч������eӋ�㹫ʽ��[2]��
F = π(R2-r2)-z(R-r))δ/sinα ��3��

������ʽ(3)��Ҋ����Ч������e�S�~Ƭ��z �����ӻ��~Ƭ��α �ĜpС���pС�����S�~Ƭ���δ�ĜpС�����ӡ���ˣ���ͨ�^�����~Ƭ����pС�~Ƭ��ʹ�~݆�߶�׃С��ͬ�r�ֲ�ϣ��������Ч������e���t��Ҫ�����^�����~Ƭ��
�������w�ڸ����~݆����s�£��������������\�ӣ�����������ߡ����ډ����c���w�ܶ����P�����|��������ͬ��ǰ���£������w�e�����������ε��w�e������������ε��w�e�����������w����Ӱ푸���ᘌ��������~݆�IJ�ͬҪ���OӋ�������~Ƭ�Ǟ�20°�c30°�ăɷN�o�~݆������30°�o�~݆���������~݆��20°�o�~݆���������~݆���~Ƭ��Ⱦ���0.3mm���ѫ@���^�����Ч������e���Ķ��@�ô���١��鱣�C�^�����Ч������e��30°�o�~݆���~Ƭ���^�٣���32Ƭ����pС20°�o�~݆���S��߶ȣ��������^����~Ƭ������36 Ƭ��20°�o�~݆���~Ƭ��С���~Ƭ��������Ч������e��30°�o�~݆С�S�࣬�������������~݆��������Ӱ��^С��
������1 ��ͬ�Y�������~݆���^

ȫ�����d��
����С�͜u݆���ӱ��o�~Ƭ�OӋ�c���ͼ��g