�{���y�����`��yԇ�b��
������B���{���y���N�`��Ĝy��������Փ����һ�N����λ�C����λ�C��ݔ��ݔ���ӿڞ�ܘ��Ĝyԇ�b�õ��OӋ���ṩ���{���y���Sԇ�r�����N�`��Ĝy�����ھ�У��b�á�
1������
�����{���y(�����y) һ���Ɉ��ЙC�����y�T�M�ɣ��ǹ��I�Ԅӻ��^�̿����I����ͨ�^�����{�����Ɔ�Ԫݔ���Ŀ�����̖��������������ȥ��׃���|������������Һλ�ȹ�ˇ��������K����Ԫ�����{���y�����{����λ��̖���Ԅӿ����y�T���_�ȣ��Ķ��_�����|������������Һλ���{������������GBT 4213-2008 Ҫ���OӋ��һ�N�y���{���y����`��Ĝyԇ�b�ã��ԝM����S�z����Ҫ��
2���yԇҪ��
����2.1�������`��
������Ҏ����ݔ����̖ƽ���İ������pС����ݔ����ЙC������(��λ��) ���y�����c���������г�ֵ������ʽ(1) Ӌ�㌍�H“��̖- �г�”�Pϵ�c��Փ�Pϵ֮�g�ĸ��c�`������ֵ��������`�

������������Ҏ����ԇ��c�����ٰ�����̖������0��25%��50%��75%��100%�傀�c���y���x�������`���ޑ������^��ԇ�{���y�����`����1/4��
����2.2���ز�
�����ز��ԇ�����c�����`����ͬ����ͬһݔ����̖�����y�õ������г̵�����ֵ�Ľ^��ֵ����ز
����2.3�����^
����(1) ������׃( �����pС) ݔ����̖��ֱ���^���һ���ɲ��X���г�׃����ӛ���@�r��ݔ����ֵ̖��
����(2) ���෴��������׃( �pС������) ݔ����̖��ֱ���^���һ���ɲ��X���г�׃����ӛ���@�r��ݔ����ֵ̖��
����(3) ����(1) ��(2) ���ݔ����̖֮��Ľ^��ֵ�������^�����^����ݔ����̖���̵�25%��50% ��75%���c���M��ԇ
����2.4��ʼ�K�cƫ��
������ݔ����̖�ϡ�����ֵ�քe�����ӈ��ЙC������( ��λ��) ���yȡ�������г�ֵ����ʽ( 1) Ӌ��ʼ�K�cƫ�
����2.5���~���г�ƫ��
������ݔ����̖�����ӈ��ЙC������( ��λ��) ��ʹ�y�U����ȫ�̣���ʽ( 1) Ӌ���~���г�ƫ�
3��ϵ�y�OӋ
�����yԇ�b����Ҫݔ��ʹ�{���y�����Ŀ�����̖�����ո��N�y�������������Ĝy����̖��Ŀǰ�x��������DDZ -��˜����̖����4 ��20mA DC �������̖��1 ��5V DC ��늉���̖���ٔ��x���Ա���DDZ -��˜�0 ��10V DC ��늉���̖����˜yԇ�b�þ߂��@���N���̖��ݔ��ݔ�����ڜyԇ�{���y��̖�c�г̵�ͬ�r��߀�߂䔵��̎���������惦�����ݔ�����ھ�У�Ĺ��ܡ������yԇ�b������λ�C����λ�C�c��̖�ӿڽM��(�D1) ��
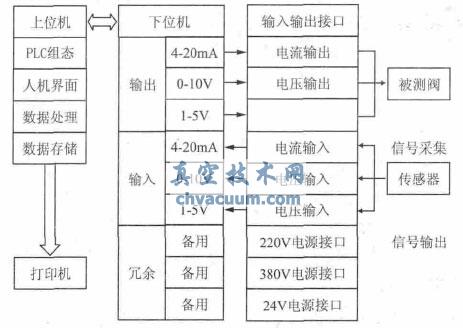
�D1 ϵ�y�Y��
����3.1����λ�C
������λ�C�ǿ���ֱ�Ӱl���ٿ������Ӌ��C����Ļ���@ʾ���N��̖׃���c����������_�P��ݔ���ȡ���λ�C�l�����������Ƚo��λ�C����λ�C�ٸ����������ጳ������r����ֱ̖�ӿ��������O�䡣��λ�C���r�xȡ�O���B����(һ���ģ�M��) ���D�Q�ɔ�����̖�����o��λ�C��
�����yԇ�b���У���λ�C����һ�_ƽ����X�����bPLC ����ܛ���c�yԇϵ�yܛ�������FPLC �M�B���˙C���桢����̎���������惦�����ݔ���Ĺ��ܡ��Ñ��ڜyԇϵ�yܛ����ݔ���{���y�_�ȣ���λ�C�ٸ������_���D�Q�����̖ݔ�������Ʊ��y�y��ͬ�r��λ�C�����xȡ�������Ĝy����̖���D�Q�ɔ�����̖�����o��X�������y��������ӳ��ܛ�����湩�Ñ��鿴��
����3.2����λ�C
������λ�C��ֱ�ӿ����O��@ȡ�O���r��Ӌ��C���ڜyԇ�b������Ҫ���F��̖ݔ������̖�ɼ����ܡ�
������λ�C�߂���4 ��20mA DC �����̖��1 ��5VDC 늉���̖��0 ��10V DC 늉���̖�İl���͜y�����ܡ��{����̖����̖�l�����a�����y����̖�ɔ����ɼ������ա��ɼ���̖��PLC ��ɡ�
����PLC ��������Ɔ�Ԫͨ�^������ʽ�c��λ�C����ͨӍ�����F������ݔ���ܡ�����λ�C���bPLC�ľ���ܛ������ռ��g�W��http://bjjyhsfdc.com/���J����˾S�oϵ�y���õij����Ľӿ����á����������ھ�У�Ȳ�����������ͨ�^��λ�C�����ݵČ��F��
����3.3��ݔ��ݔ���ӿ�
����ݔ��ݔ���ӿ��ǜyԇ�b���c���y�y늚��B�ӵĽӿڣ��ڜyԇ�b���в�����B�����OӋ����B����һ���ɲ��^�Ͳ����M�ɣ������^�Q�����ɶ��B�����������Q��̶��B������ͨ�^���^�Ͳ����IJ�Ϻͷ��x���F�·���B�Ӻ͔��_���yԇ�b���x��ʽ��B��������늚���̖�ӿڡ��ڹ��w�ϰ��b��B�����̶��ˣ����ɶ˲��ú�����ʽ���������|�������y�y�c�������Ӿ���
4���Y�Z
�����{���y�����`��yԇ�b�Ì��ژ˜�������ĸ���`��ܿ�����Ч���M�Мy�������^���`��C�����о��ȸߡ��؏��Ժá���̖�N�ȫ���Ӿ���ݡ��S�o���㡢���Ƅӵ����c���ܺܺõĝM���{���y���S�z��Լ��ھ��z�y��Ҫ��
���������īI
����[1] �S��. �y�T��������ԇ��b�Ô����O��ϵ�y����[J]. ���w�Cе��2010��7: 27 - 31.
����[2] GBT 4213 - 2008. ����{���y[S].
����[3] ���I�Ԅӻ��x���cϵ�y�փ�[M]. ����: �Ї���������磬2008.
����[4] ���܊. �������c�z�y���g[M]. ����: ��ӹ��I�����磬2008.
����[5] ף���t. �����ɼ��c̎�����g[M]. ����: ��ӹ��I�����磬2008.
����[6] �Bԣɭ. �^�̿���ϵ�y���x��[M]. ����: �Cе���I�����磬1999.





