�{(di��o)��(ji��)�y���g�F(xi��n)��ķ��������M��ʩ
1������
�����{(di��o)��(ji��)�y�����Ԅӿ����{(di��o)��(ji��)ϵ�y(t��ng)�еĈ�(zh��)�в���,�ڬF(xi��n)�����I(y��)���a(ch��n)�еõ��V����(y��ng)��, ����Ƽ�ͨӍ��ʽ�S��Ӌ��C�������¼��g(sh��)�đ�(y��ng)�ö��l(f��)���˸����Ե��D(zhu��n)׃, �������˿��ƵĜʴ_�ȼ��ɿ��ԡ����ڸߜظ߉����rʹ���^����, �ܵ����w�������O(sh��)��Y(ji��)��(g��u)�O(sh��)Ӌ�����b��ˇ����(sh��)�O(sh��)Ӌ����?sh��)�ԭ����a(ch��n)�����g, ���{(di��o)��(ji��)�y��(n��i)����ɇ��صēp��, ͬ�r��������ϵ�y(t��ng)����Ӽ���, ����Ӱ��{(di��o)��(ji��)�y��ʹ�É���������ϵ�y(t��ng)�ľ��_��, �o���I(y��)���a(ch��n)�����ܴ���[����
2�����g�C��
�������g��һ�Nˮ�����ӬF(xi��n)��, ���g��ֱ��ԭ���ǹܵ����w��������ͻ׃�a(ch��n)�����W�����ջ����ڹ�ˇϵ�y(t��ng)���{(di��o)��(ji��)�y�ٹ�(ji��)������, ��׃����Ԫ��������,�������һ�����Ƅӵ��y���c���ӵ��y��֮�g�γɵĹ�(ji��)������, ��׃�y��λ�þͿɸ�׃�{(di��o)��(ji��)�y����������, �M����׃������ˇϵ�y(t��ng)���������ԡ��ڸ߉���(��p >2.5MPa) �r, �{(di��o)��(ji��)�y���{(di��o)��(ji��)�^�̾���������ͻ׃�^��, ���^�̘O�a(ch��n)�����g������ڷ���,���{(di��o)��(ji��)�y�Ĺ�(ji��)���^��ģ�M�鹝(ji��)�����{(di��o)��(ji��)ʽ(�D1) ,

�D1���ջ��F(xi��n)����γ�
�������Կ����M�ډ�����p1, ���ٞ�V1�����w����(j��ng)��(ji��)���וr, ����ͻȻ��������, ����(j��)���w�����غ㶨��,���������o�������EȻ�½��������ډ���p2 �_�����ߵ���ԓ���w������r�µ��������pv�r, ����Һ�w����������w, �γɚ�Һ�����ĬF(xi��n)��, �˼Ȟ��W�����γɡ�����a(ch��n)���W��֮��, p2���DZ������������֮��, ���x�_��(ji��)�����S�����������������������(y��ng)�pС, �y�������E���������ߵĉ������s�W���a(ch��n)���Ě���, �����ɈA��׃?y��u)�E�A��,�S���_���R��ߴ�Ě������α����_ʼ׃ƽ, Ȼ��ͻȻ���ѡ����е����������������c��, �a(ch��n)����ě_����, �䏊�ȿ��_��ǧţ�D���˛_�����_ײ���y�ꡢ�y�����y�w��, ʹ�����a(ch��n)������׃��, �γ�һ�����ֲڵķ�C����, �@���ǚ��g�γɵ��^�̡����g�F(xi��n)�H�H�����ڸ߉�����{(di��o)��(ji��)�y��(n��i)��, �ڹ��I(y��)���a(ch��n)�ĺܶ��I(l��ng)���ڴˬF(xi��n)��
3����ֹ���g�Ĵ�ʩ
3.1������x��
�����ķ������Կ���, �a(ch��n)�����g�����l(f��)���˿ջ�, ���l(f��)���ջ���ԭ���ǹ�(ji��)�������ˉ�����ͻ׃,��ˑ�(y��ng)����ջ��Įa(ch��n)�������a(ch��n)���ջ����R�牺��������γɵĉ����pT ��
��pT = FL2 ( p1 - pvc )
����ʽ�С�FL ———�����֏�(f��)ϵ��(sh��)
�����ڹ�ˇ�l�����S����r�±M���x�á�p < ��pT���y�T, ���x�É����֏�(f��)ϵ��(sh��)С���y�T, �����y����y�ȡ������ˇ�l�����ʹ��p > ��pT , ���Ԍ��ɂ��{(di��o)��(ji��)�y��(li��n)����ʹ��, �@��ÿ���{(di��o)��(ji��)�y�ĉ����p��С�ڡ�pT , �ջ��㲻���a(ch��n)��������y�ĉ����pС��2.5MPa, һ�㲻���a(ch��n)�����g, ��ʹ�К��g�Įa(ch��n)��Ҳ�������y�T��ɇ��صēp�ġ�
��������, �x�ý����{(di��o)��(ji��)�yҲ�ɜp���W���Ɖ������������y�еĽ��|(zh��)ֱ�������y�w��(n��i)�����ιܵ�������, ������ֱ�ӛ_���w��, ���Ԝp���˛_���y�w�w�ڵ�͚��ݔ�(sh��)���ʹΔ�(sh��), ����(y��ng)�Ĝp���˚��g�İl(f��)����
3.2�������x��
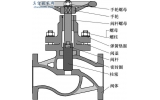
�����Ě��g�ĽY(ji��)������, ����Ӳ�Ȳ��ֿܵ��������Ѷ�ጷŵě_��������ɓp������Ҫԭ��֮һ, ���܉��L�r�g�������ؿջ����õIJ��Ϻ���, �r���F, ����(n��i)�ⳣ�õIJ��Ϟ�˾̫�R�Ͻ�(��⒡��t���u�ĺϽ�, 45HRC)��Ӳ�������(60HRC) ���u̼�(70HRC) �ȡ���Ӳ�ȸߵIJ��ϼӹ����Ͳ�����,�O�״���, �ӹ��ɱ���, һ�㳣�õķ������ڲ��P䓻��w���M�жѺ���˾̫�R�Ͻ�(�D2) , �����w���g�_ˢ̎�γ�Ӳ�����档��Ӳ��������F(xi��n)�p����, �����M�ж��ζѺ���, �@�Ӽ��������O(sh��)���ʹ�É���, �֜p�����b�õľS���M�á�
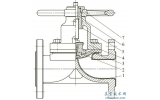
3.3���Y(ji��)��(g��u)�x��
���������Y(ji��)���C��, �ջ�����鉺����ͻ׃������, ��ϵ�y(t��ng)Ҫ��ĉ����ֲ��ܽ���, ���Բ��Ì�һ�δ�ĉ���ͻ׃�ֽ�����ɴεĶ༉�y��Y(ji��)��(g��u)(�D3) , �@�N�Y(ji��)��(g��u)���y����ѿ�����ֳɎׂ�С����, ����, ʹÿһ���������^�R�牺����O(sh��)Ӌ������Y(ji��)��(g��u)���y����y��, ���Ԍmʽ�y�꼰�BƬʽ�y���, ������ʹ�������w��ͨ�^�y����y���r, ÿһ�c�ĉ�����������ԓ�ض��µ��������, ��ʹҺ�w������_ײ, ��ͨ���g��(d��o)�¸߶�����, ʹҺ�w�Ą��������Ħ����׃?y��u)���? �ɜp�ٚ��ݵ��γɡ�

������ͬ�Y(ji��)��(g��u)��ʽ���y�T���䲻ͬ�Ě��gϵ��(sh��)δ

����ʽ��H1 ———�y��(����) ����, MPa
��������H2 ———��≺�c��ض�������(y��ng)�����������֮��, MPa
��������Δp———�y�Tǰ��ĉ���, MPa
�������N�y�T���ژ�(g��u)�첻ͬ, ���S�Ě��gϵ��(sh��)δҲ��ͬ, ��Ӌ��Ě��gϵ��(sh��)�������S���gϵ��(sh��), �t�����l(f��)�����g���Ե��y���S���gϵ��(sh��)��215�����M���f������δ> 2.5�r, ���l(f��)�����g����2.5 >δ> 1.5�r, �l(f��)���p���g����δ< 1.5�r, �a(ch��n)����ӡ���δ< 0.5 �r, ���^�m(x��)ʹ��, �t���p���y�T��������ܡ���Ӌ���п��Կ���, �a(ch��n)�����g�c�y�T���ډ���H1 ���P(gu��n), �Ӵ�H1 ��ʹ��r��׃������M�����ܶ�, ����y�T���b�ڹܵ��^���c, �����y�T��ܵ����b�װ���������, Ҳ�Ɍ��y�T����ֱ�ӽ���ˮ��, ʹ����ը�ѵĿ��g����, ���g�pС��
4���Y(ji��)�Z
�����{(di��o)��(ji��)�y�Ě��g�F(xi��n)���ܵ��y�T�ò��ϡ����w�����W(xu��)���Y(ji��)��(g��u)�ͽ��|(zh��)�ȶ�N���ص�Ӱ�, ͨ�^�������x��, ���_��Ӌ��, �Լ��y�T�¼��g(sh��)���½Y(ji��)��(g��u)�đ�(y��ng)��, ���g�F(xi��n)��������a(ch��n)�еõ����õĽ�Q��