�Ȍ�(d��o)ʽ�{(di��o)��(ji��)�y�ܷ�Y(ji��)��(g��u)����
1���Ȍ�(d��o)ʽ�{(di��o)��(ji��)�y���y�ꡡ
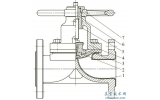
�Ȍ�(d��o)�y�y�����y�U���N(xi��o)����Ͳ���B����ᔡ����塢�Ȍ�(d��o)�y�ꡢ��(d��o)��h(hu��n)�����y�ꡢ���ɺ�ֹ�D(zhu��n)�N(xi��o)�M�ɡ���(d��ng)�y�T(m��n)�P(gu��n)�]�r(sh��)���y�U�ڈ�(zh��)�ЙC(j��)��(g��u)������λ��,����(d��ng)�Ȍ�(d��o)�y���P(gu��n)�]��ͬ�r(sh��)ͨ�^(gu��)�Ȍ�(d��o)�y�ꌢ���y���P(gu��n)�]���@�r(sh��)���|(zh��)ͨ�^(gu��)��(d��o)��h(hu��n)�����y���c��Ͳ���g϶�M(j��n)����Ͳ��ǻ�������y����, �Ķ�ʹ�y�T(m��n)��(y��n)���P(gu��n)�]���������y�꿿��(zh��)�ЙC(j��)��(g��u)ݔ�����ͽ��|(zh��)������(y��n)���P(gu��n)�], �Ȍ�(d��o)�y�꿿��(zh��)�ЙC(j��)��(g��u)ݔ������(y��n)���P(gu��n)�], ���P(gu��n)�]�r(sh��)�ܷ�ȉ���

ʽ�С�qo ———��횱ȉ�, MPa
q ———��(sh��)�H�ȉ�, MPa
Ko ———��(zh��)�ЙC(j��)��(g��u)Ĥ����Чݔ������, MPa
A e ———��(zh��)�ЙC(j��)��(g��u)��Ч��e, mm2
D ———�y�걻����Чֱ��, mm
ΔP ———�P(gu��n)�]���, MPa
dn ———�y��ֱ��, mm
bm ———�y���ܷ�����Ч����, mm
[q] ———�y����y���S�ñȉ�, MPa

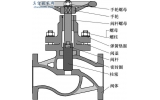
�D3 ����Ͳ

�D4 �����y��
���� ��(d��ng)�y�T(m��n)�_(k��i)���r(sh��), �����y�����б���, �Ȍ�(d��o)�y����ƽ���O(sh��)Ӌ(j��)��, ���y���Ƿ�ƽ���O(sh��)Ӌ(j��)��, ���Ԉ�(zh��)�ЙC(j��)��(g��u)ͨ�^(gu��)�y�U���ȴ��_(k��i)�Ȍ�(d��o)�y��, ���|(zh��)ͨ�^(gu��)��(d��o)��h(hu��n)�����y���c��Ͳ�g϶���Ȍ�(d��o)�y���y����ͨ�������y�T(m��n)����, �����Ȍ�(d��o)�y���y��ͨ������ͨ�����h(yu��n)���ڌ�(d��o)��h(hu��n)�����y���c��Ͳ���g϶����ͨ����, ����������yǰ�y��ĉ���ƽ��, �@�r(sh��)���y��ֻ���^С�������S���Ȍ�(d��o)�y����_(k��i)���S֮���_(k��i)��
2���Ȍ�(d��o)ʽ�{(di��o)��(ji��)�y�ĽY(ji��)��(g��u)�O(sh��)Ӌ(j��)��
�Ȍ�(d��o)ʽ�{(di��o)��(ji��)�y�y����O(sh��)Ӌ(j��)����Ҫ���]�y�T(m��n)���P(gu��n)�]����, ߀Ҫ���]�y�T(m��n)�ķ�(w��n)�����ܺ��{(di��o)��(ji��)���ܵȡ��Ȍ�(d��o)�y���y��ͨ��Ҫ�M����ͨ�������ڌ�(d��o)��h(hu��n)�����y���c��Ͳ�g϶����ͨ���������_(k��i)�����_(k��i)�ȿ������y�T(m��n)�_(k��i)�ȵ�10 %����, ��t����(hu��)�a(ch��n)���y�T(m��n)���_(k��i)��С���������o(w��)���{(di��o)��(ji��)�Ć�(w��n)�}��
���ɵ��O(sh��)Ӌ(j��)ԭ�tҪ�M�㏗�ɵĄ����܉�ֿ����|(zh��)�����IJ���(d��ng), ��t���Ȍ�(d��o)�y������y��֮�g��(hu��)�a(ch��n)�����(d��ng)�Ȇ�(w��n)�}��
��(d��o)��h(hu��n)��������Ҫ�������y��M���ķ�(w��n)����,�������y���c��Ͳ��ض�ԭ�����O(sh��)Ӌ(j��)���g϶�^������g϶��ͨ�����c�Ȍ�(d��o)�y���y��ͨ����ͨ������ƥ��Ć�(w��n)�}��
ֹ�D(zhu��n)�N(xi��o)�������ǿ����Ȍ�(d��o)�y������y����u�����a(ch��n)�����D(zhu��n)��(d��ng)څ��(sh��)�������ɿ��Ƶ����Ȍ�(d��o)�y������y�����·������(d��ng)��څ��(sh��)��
3���Ȍ�(d��o)ʽ�{(di��o)��(ji��)�y�ļӹ���
�Ȍ�(d��o)�y�ڼӹ��r(sh��), ����Ҫ���C�O(sh��)Ӌ(j��)�ijߴ羫��, ߀Ҫ���Cλ�þ��Ⱥͱ���ֲڶȲ���ֹ����a(ch��n)��׃�Ρ����ܷ���ı���ֲڶ�Ra < 018μm , ��(d��o)����ı���ֲڶ�Ra < 116μm�����y��M���������^(gu��)����, Ҫע���ֹ��Ͳ��׃��, �����Ǵ�ڏ��y�T(m��n)����Ͳ�����ֹ��Ͳ��ӹ��r(sh��)�a(ch��n)��׃��, ��Ͳ�ڼӹ��r(sh��)��(y��ng)���ñ�Ҫ�Ĺ��b, �������b�a(ch��n)�������׃�Ρ����Ȍ�(du��)��Ͳ�M(j��n)�дּӹ�, Ȼ���Ϲ��b, ��(du��)��Ͳ�M(j��n)�о��ӹ����ڼӹ��r(sh��), Ҫ��ȡ�������M(j��n)�o�����ߵ�����, ���C��Ͳ��(d��o)����ֲڶ�Ra < 312μm ,Ȼ���ȡĥ���ӹ�ʹ�����ֲڶ�Ra < 116 μm ,�Ա��C�y�T(m��n)���\(y��n)��(d��ng)���Ⱥͽ���Ħ��������(du��)�ڴ�ڏ��y�T(m��n)��ͲҪ���ӕr(sh��)Ч����, ������ӹ���������׃�Ρ�
�����ĽY(ji��)��(g��u)�O(sh��)Ӌ(j��)�ͼӹ���ˇ�O(sh��)Ӌ(j��), �DZ��C�y�T(m��n)�ܷ�����Ҫǰ�ᡣ�S���Ȍ�(d��o)ʽ�{(di��o)��(ji��)�y���Ԅ�(d��ng)����ϵ�y(t��ng)Խ��(l��i)Խ��đ�(y��ng)��, �䌍(sh��)�`��(j��ng)�(y��n)�����켼�g(sh��)ˮƽ����(hu��)�õ��M(j��n)һ�������ƺ���ߡ�
�������P(gu��n)��