��ڏ�Һ����ս�ֹ�y�ĽY���OӋ
����Һ���ֹ�y���^����ʽ����Ҫ����ѷe�^�����ն��ӽ^�ᣬ������Ҫᘌ�ԓҺ���y�T�Y���M���˷������y�T�����w�ϲ�������ՊA�ӽY�����y�U�x���˲��y���ܷ�Y�����y�����y�wһ�w�ӹ����Σ������y�w�M�����ԏ��y�w�����w���������Č��F���y��Ŀ��ٸ��Q�;S�ޡ�ԓ�y�T�Y����ʽ�ѽ���Ո���Ҍ���(��Ո̖��200720186326.3)��
�����ں���ԇ�ϵ�y�ĸ���·�У����b�д����ĵ͜ؽ�ֹ�y���Y����ʽ��Ҫ�Խ�ʽ��ֱͨʽ�������ڏ�≤DN200������≤PN25�����S�����Ҍ����͚�������l�әC���ƵIJ������룬���ښ����õ͜��y�TҲ������˸����Ҫ����DN250Һ���ֹ�y���Ǟ��˝M��ԓ��Ҫ���������ں�����һ��YF-XX�l�әCȫϵ�y�L��ԇ��_Һ������·��ע���y�T��ԓ�y�T�����l�����ڏ�250mm������1.0MPa���ض�-253�棬�y�T���_��Ҫ��o���P�]��©�ʷ���GB4981A��Ҫ���y�T���w����ϵ��С��Ŀǰԓ�y�T�ѽ��ɹ����Ʋ�������ԇ�ϵ�y�С�
1�������_��
����ԓ�y�T���ڵ͜ش�ڏ��y�T�����ڵ͜��y�T���f��©���dž��}���P�I��������Һ��ض��£�©�ᆖ�}����ͻ�������˱���͜��y�T��ȡ�Ľ^����ʽ�жѷe�^�ᡢ����ս^�ᡢ��շ�ĩ�^�����ն��ӽ^�ᡣ�������ϸ��^����ʽ������Һ����f���y�T�����w�Y���ϲ�����ն��ӽ^����^���������y�T��������ն��ӽ^�ᡣ
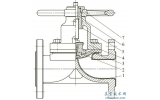
��������ԇ�ϵ�yҪ��ݔ�����w���y�T����ϵ��ҪС�����w�IJ���ҪС�����ڴˣ�ԓ�y�T����x�����y��ֱ��ʽ��ֹ�y���������yһ���ȏ���ͬ�Sݔ�ͣ�����С������ҲС�����������a�еõ��ˏV�����á����Ǒ����ڵ͜ص����y�������ڲ��ϵ��տsʹ���y�T�ڵ͜��µ�й©�����õ����ơ������y�T������ֱ��ʽ��ֹ�y���y�T���w�Y��Ҋ�D1��

�D1 �y�T�Y���D
2�������x��
�������͜��y���HҪ���ڵ͜��±��C����������ͬ�rҲҪ���C�䳣�صĹ������ܣ����Ԍ�������ʹ�õIJ��ϲ��HҪ�M�㳣�ؙCе���ܣ�ͬ�rҲҪ�M��͜�������ęCе���ܣ������Ǜ_����(AKV)������������δ5��Ҫ��ᘌ�����Ҫ����ʹ���ڵ͜ؠ�B�µIJ��ϣ����˷�ֹ�����ڵ͜��µĵ͑������࣬�҂�һ�����ÊW���w�M���IJ����磺�W���w���P䓡��~���~�Ͻ��X���X�Ͻ�ȡ��@����齛�^���͑������Ԕ������c���о��������ٔ��љC���M�з������l�F���ٵĵ͜��g�ԣ���ȱ�ڼ��̎�Ľ����^����׃���������ǛQ���O��ֿ����������Ɖĵ����������������������������Y���Ľ������~���X��懺͊W���w�䓄t�����ϛ]���@�N�ض�Ч�������]�е͑������ࡣ�@����鮔�ضȽ��͕r�������������ٵ��������ț]���@��׃�������Ҳ��a����׃�\����λ�e�����\�ӣ��ֲ����������ɳڣ��Ѽy���ׂ�����һ��]�д����D׃�ضȡ������P��ڝM����ͬ�Cе���ܵėl���£��c����������Ⱦ��Ѓr�ݣ�����ԓ�y�T�����w�����x���ˊW���w���P䓡�
3���y�T�Y��
3.1�����w�Y��
�����ɈD1֪�y�T�����w�ϲ�������ն��ӽY�����ȡ����y�w֮�gͨ�^�y�w�����B�ӣ��ȡ����y�w֮�g�ɜض��ݶ������׃��ͨ�^���y���a�����ա������y�w֮�g��Aǻ�����1×10-3Pa�����y�w����p�@���ӽ^����ϣ����y�w�ȱڒ��⡣�y�T������c�ܵ����ú���ֱ�����B����������Aǻ��նȵķ��ӺY���b�ڹܵ��ϡ��y�U�S���cݔ�ͷ����45°�A�ǣ������c�M�ڲ��Ï��^�A���^���Ԝp���������������˷����y�T�S�ޣ��y�w�c�y�U�ڽY���OӋ�ϲ��������w���x�ĽY����ʽ�����y�w���y�U���ԏ��y�w�����w����������y�U�Ķ�λͨ�^�����w�Y���ϵ���Ͳ�c�y�w�ȱڵ���ρ팍�F���@�Ӽ������y�U�IJ�ж���ܷ���ľS���Q��ʹ���y�w���ܷ���������ľS��׃�����ס��y�T�IJٿv�C��ͨ�^��˨���b���y�w�ϣ����OӋ�˰��b�ښ��֧�������ϵ��y�U���D�C������ֹ�y�U�l�������D���ƉIJ��y���ܷ�Ԫ����
3.2���y�U�Y��
�����y�U���������·ֶνY�����ϡ����y�U֮�g���b����䓸���|�������y�U��©�ᣬ���y�Uͨ�^�ݼy�B�ӣ����y�U�Č������ϡ����y
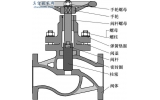
�����U֮�g�Ĺ⻬�α��C�����˷�ֹ�ϡ����y�U֮�g����D�ӣ��ڃɗU֮�g�͵�λ�ð��b���D���(���w�Y��Ҋ�D2)���y�U���ܷ��������D1��ʾ���p���y�ܽY�����ϡ��²��y�ܞ鏗��Ԫ����ԓ����Ԫ���c���y�ܵ���Ҫ�^�e���ڏ���Ԫ�����Ԍ��F���y�ܵı����տs���������c׃�γ������Pϵ����������Ԫ���²��c���y�U���ӣ��ϲ��c���y���B�Ӽ������B�ӣ��Դ˷�ֹ�ܵ����|����й���Ϗ���Ԫ���¶��c���y�U�¶˺��ӣ��Ϗ���Ԫ���϶��c���y�ܰ��b���m�����B�ӡ�ԓ�Y���܉��ֹ��纬ˮ�՚��M������Ԫ���Ȳ�����������Ԫ���Ȳ��Y˪��ը��Ӱ����������������ڲ��y�ܳ���Ť�D�ij��d�����ͣ������ڰ��b�ɂ����y����Ԫ���rҪ���䲻���ܸ������������ã��OӋ��ֹ�y�U�D�ӵĽY��(Ҋ�D1)�������y�T�ڏ��^�����茧���L���L����˲����L�y�i�Y�����������y�U�L�ȣ����Ԟ��˱��C�y�U�\��ƽ�����ڲ��Ӵ��y�Uֱ����ǰ��������y�U�ij��d���������y�U���gλ���OӋ���y�U֧�μ������ڲ��P䓲���֮�g�䌦ʹ�Õr���׳��Fҧ�ϵĬF���˷�ֹ�y�U�c�y�U֧�μ���ҧ�ϣ���֧�μ��ϰ��b���S�~���Ķ������@�N��r���S�~Ħ���װ��b��֧�μ����S���ϣ������S���c�S�~Ħ�����^ӯ��ϣ����ڃɼ�֮�g���b�˷��D��ᔣ����y�U�cĦ����֮�g�����g϶���(���w�Y��Ҋ�D2)��

�D2 �y�U֧�ΈD
3.3������ڽY�����B����ʽ
�������yֱ��ʽ�y�T����|������c�ܵ����B�]�в��Ï��^�A���^�ɣ�ʹ��ݔ�ͽ��|�����w�������_�����^���˸���ԓ��r���OӋ�������D1��ʾ�ij���ڲ��Ï��^�A���^�ɵĽY����ʽ��ԓ��ʽ�����������w�������������ܽ���Һ���������^�̵IJ��ӡ����Ҳ���ԓ�N�Y����ʽ���y�T��������ϵ��ζ�������^7��
��������չܵ��У��y�T�c�ⲿ�ܵ����B�ӷ�ʽ������ɷN�����m�B�Ӻͺ����B�ӡ�������Һ��ܵ����f�����˽���©����Ҫ�x������շ��m���B�ӷ�ʽ��ԓ�N��ʽ�ă��c���������y�T���Q���㣬��ж�y�T���ƉĹܵ�����ա����ǵ͜ؠ�B�r����շ��m��©��������\���йܵ�ϵ�y�İ�ȫ����ɺܴ����{��������ֱ�Ӻ����B�ӽY�������ڲ�����Һ�����й�t�������@�N����Σ�U�������ˌ��F�y�T�S�ޕr���ƉĹܵ���յ�Ҫ���ڌ��y�T�M�нY���OӋ�r�OӋ���y�w�M��ֱ�ӏ��y�w�����w������ĽY����ʽ�����y�T���⚤�����y�w�c�ܵ��B��һ�w��ԓ�Y�����y�T�ľS���ṩ�˸��㡣���y�T���ǻ�c�ܵ����ǻ�γ�һ�w�ĽY�������������y�T���ǻ��նȵľS�֣���������y�T�����ʹ�É�����
3.4��֧����ʽ
�������ڃ��y�w̎��Һ��ضȷ�����©�ᆖ�}�ͱ��^ͻ���������ڲ�����ն��ӽ^��Y���У�������©��ռ���w©��ı����c����ս^���ѷe�^��Y������^�ߣ����Ԟ��˽���©�ᣬ�ȡ����y�w�ĵ�֧�β����x���ˌ���ϵ���^��(����ϵ���H��0.25��0.45W/m•K)�����������^�ߵĭh������䓣�֧�μ��ľ��wλ��Ҋ�D1��
4���y���Y�����ܷ�
���������y���ܷ�����ܷ����܁��f���y����׃�Ό�ֱ��Ӱ��ܷ�������ܣ������y���ĽY���OӋ�����]�䌦���ȵ�Ҫ���ڝM�㏊�ȵ�ǰ���¸������]���ȵ�Ҫ�����y���������ӹ��^�̼��y�T�����ļӹ��|�������y�T���ܷ�Ӱ�Ҳ�ܴ��������y�U�S���c�y���ܷ���Ĵ�ֱ�ȡ������y�������^�����y�w���Ӻ����w�ӹ����@�ӿ��Ա��C�ܷ����c�y�w�S���Ĵ�ֱ�Ⱥ��y�U֧�μ��c�y�w��ͬ�S�ȣ���ͨ�^��λͲ�c�y�w���y�U֧�μ��c�y�U����ό��F�y�U���ܷ���Ĵ�ֱ��Ҫ���Ա��C�ܷ⡣��ԓ�y�T���漰�����ܷ���Ҫ�����ܷ����ܷ⡢�y�U�ܷ⡢���m�ܷ����ܷ����N���ܷ�����ܷ���ʽ�x���ˏV��ʹ�õ�ƽ��ܛ�ܷ⣬���]���x�������^�õ��F�λ��������ܷ⣬��Ҫ���]���ڵ͜ؠ�B�³��F�^�y�꿨�����F�����ȵ���r������������y��Č������ܣ����y�����OӋ���b���y�ꌧ����(�䌧���L�Ȳ�����0.8D����߀�����C������e�ڜpȥ���������ռ��e��Č��H��ͨ��e������DN250�Ŀڏ�)�������y�w�c�y��һ�w���Ӻ����w�ӹ������Mһ���_���ܷ�����ܷ��ԡ��y�U�ܷ�t�����������ѽ�Մ�����ϡ��²��y�ܵ��ܷ���ʽ��ʹ���|���F����й©�������m�ܷ�����ܷ⿼�]���y�T̎�ڵ͜ؠ�B���x���˱��^���õ��X�|Ƭƽ���ܷ⡣
5���Y���Z
�������������Y���Ľ�ֹ�y���ѽ���ɶ�ΰl�әCԇ��΄գ��y�T�����`��ܷ����ܺá��^��Ч�����@���]�г��F����e�ĽY˪�F���y�w�܉�ď��y�w�г���M�оS�ޡ�ԓ�y�T�ijɹ��������a���҇����͜ش�ڏ���ֹ�y�Ŀհף����gˮƽ̎�ڇ���ͬ�ИI���I��ˮƽ��