�y�T���Ϻ������������ܵ����ڝBˮ
1�����}�����
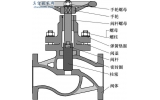
�������վ��ȫע��ϵ�y(t��ng)����Ҫ�����Ǯ���������s��ϵ�y(t��ng)������ϵ�y(t��ng)�l(f��)�����ѕr�ṩ��о������s,��ֹȼ�ϰ����ۻ������C��о���֎��Π�������ԡ���ij���վ�����{(di��o)ԇ�߷����g, ������̎��������ͣ�ѹ��r,��ȫע��ϵ�y(t��ng)�ѽ�(j��ng)Ͷ�\,ԓϵ�y(t��ng)��һ��DN12���քӽ�ֹ�y������Ҫ���Ӄx����,�Ա㰲�b�����y���b�á��x�����⏽3/8in1(9.525mm),�ں�1.65mm,��(n��i)���s6.225mm,������316L(00Cr17Ni14Mo2) ,���Ì��Ӛ廡���������y�T�P(gu��n)�]�������ڃ�(n��i)©, �ܵ����ڌ��ӕrҺ�w�ĺ��p�B��,�B©���ʼs1��/4s�����ӏĺ��p��߅���B©�IJ�λ�_ʼ,��B©�g���r�g�^��,���Ӹߜخa(ch��n)��������ʹ���p���2mm�o���ϔn��ֹͣ����������(j��)�F(xi��n)���ľ��w��r����,���B©�g����1��/10s�r�܉���ɺ��ӡ���˜p�ٺ��p̎Һ�w�B©�ɞ麸�ӵ��P(gu��n)�I���}��
2���y�T��(n��i)©����
������ֹ�y�Ľ��|(zh��)���ӷ������M�߳�,���y�T̎���P(gu��n)�]��B(t��i)�r,���ϲ��ܽ��|(zh��)��������,�����y�Tǻ���c������ͨ���y�T�����ò�����ʽ��һ�ζ̹�,�Á��c�x�����ຸ�ӡ��x�����L�s1m,�����c�����y���b�����B��(����^�B�ӷ�ʽ)���^��ܵ�����^һ�˹ܿڟoҺ�w����, �y�T��(n��i)©��Һ�w������(j��ng)���p�rȫ�����L�s2mm �Ŀ��НB��,�B©�����ʼs1��/4s�������ܷ����Ѡ�B(t��i)������,�ſհ�ȫע��ϵ�y(t��ng)�Dz����S�ġ����õ�ֹ©��������¡���ˮ�����ӟ������ͺ����Ɍ���׃���Ⱦ����m�á�
3��������
������ʹ?ji��)B©��������1��/4s���L��1��/10s��Һ�w�������ӕr�Ĺ܃�(n��i)���ѽ�(j��ng)����̎������, �Ա��C2mm �ĺ��p̎�o�B©,��회��B©��Һ�wʩ�Ӹɔ_��������(j��)�y�T�ĽY(ji��)��(g��u), ͨ�^���ӵĚ��w���B©Һ�w�M�иɔ_����(j��ng)�^������ԇ�, ��ȡ�������m�������Ϻ����ⷨ��

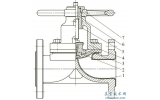
�D1����������
�������Ȳ������, �˕r���Ϻ�ͨ�^�y�U�c�y�w���g϶���yǻ��ͨ�����y�T֧������֧��,���ܷ���Ͻ���һ�����]�Ŀ��g,�������m�����^(�Vˮ��,�D1)�����m�������r����К��w����,��t���p��늙C�������y�U̎���g϶��С, ��늙C�l(f��)��������푕r���_��·(ʹ�õ����m�����U����һ��·�_�P(gu��n))������w������,ʹ���m�����B�m(x��)��������(j��ng)�^ԇ�,�˷���ʹ2mm ���p̎�oҺ�w�B©�ĕr�g�_��10s����,�M���˺��ӵ�Ҫ��
4���Y(ji��)�Z
���������Ϻ�̎�����m�����B©���|(zh��)�M���Зl���ķ���,���Ԝp���y�T�����^����Һ�w�B©��Ӱ푡��˷������ڲ���,Ч������,�����ھS����������M�С�