��ν�Q�����y��ͨ���Ԇ���ν�Q�����y��ͨ���Ԇ��}�}
����ͨ�^�������y�ĽY�����c����ˇҪ���M�з��������Ãɴζ�λ�ӹ��Ĺ�ˇ�������OӋ��һ�A�ߣ����������ڱ��CҪ���^�ߵ�ͬ�S�ȵ�ǰ���£��ӏ��˿����y��ͨ���ԡ�
��������
������һ��������Һ�����У������y�T����(�ɿ����y���c�����yо�M��)�����������ã����Һ���õ�������С�������ľ�������Ҫ������Q������������ͨ�^�����y���c�yо֮�g������g϶���M�����������M���Ϳڣ��������֮�g������g϶�����P�I���á����ҹ�˾ij��̖�aƷҺ�����У������y���c�yо������g϶��0.008~0.016������@���h������ľ���Ҫ��dz��ߡ�
1�����}����
�����ҹ�˾ij��̖�aƷ�㲿���y��(Ҋ�D1)���yо�ײ�ȡ�Ĺ�ˇ·���ǣ��@��—��ĥ�ȿ�—��ĥ�ȿ�—��ĥ�ȿס������ھ�ĥ�A�Σ��ɂ��_�A�y��ͬ�S��Ҫ���_��ϕ0.005mm���A�����_��0.005mm���ڌ��H�ӹ��^���У����ڲ�����צһ�ζ�λ�ӹ�����ͬ�S������ȫ���C�������L�ȷ����ϣ�����ɰ݆�_�Aĥ��ֱ��С���L���^�L������^������c��ʹ�ӹ�������С�ڳ������Πֱ��Ӱ��c�yо������g϶�������ֲ�ȡ���һ������—�Ѓȿף���ԓ�ӹ�����K�ߴ磬����ٰ��տČ��H�ߴ���������yо�����C�g϶��0.008~0.016mm�������п�����˞�����Ӱ푺ܴ����ӹ��׳ߴ�Ҳ�^���@�Ӿ�ʹ�y���c�yоֻ��һ��һ��ĥʹ���c��������ʹ�õľ����Էdz����S���aƷ���������ӣ��Ј������ļ��ң��ҏS���y�����һ��ͨ����Ҫ��Ҫ���y�����c�κ�һ���yоͨ��ʹ�á�
����ᘌ��������}���҂���ȡ�������ĸ��M��ʩ��
�D1 �aƷ�Y��ʾ��D
2��ĥ�A�߽Y�����OӋ
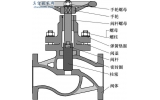
���������y�Ķ�λ�c���oҪ���OӋ��һ��ĥ�ȿA��(Ҋ�D2)���������b��13������M�ɡ�����No.6֧������A�ߵĹ̶����������c�C���Y�������D���ľ��ǮaƷ�ļӹ����ģ�No.4 V�ΉK��No.7 �A���N��No.8��������ᔵ���Ҫ�����M��һ�w������A�ߵĶ�λ��������ԓ�����У���Ҫ��V�ζ�λ�K����λ�����ģ����]��ĥ�p������o���ɉK�Ͻ�l������ʹ�É�����No.1 ������ĸ��No.2 ���D���塢No.3 ֧����No.5 �A���N��No.9 ֧����No.10 �A�������Ҫ�����M��һ�w������A�ߵĉ��o������ԓ�A����Ҫ��һ���D���剺�o��ж�aƷ�rֻ�������Ʉӵ�����ĸ�����_���D����Ϳ����ˣ��@�ӹ��s�˴����Ąڄӕr�g��No.11���ء�No.12 �|Ƭ��No.13 �����^��˨����Ҫ�����M��һ�w������A�ߵ�ƽ�ⲿ�����ɈD2��֪��֧����һ����ƫ�ĽY�����������˱��C�����Dƽ���ԣ��OӋ��һ��ƽ�����ء�
�D2 ĥ�ȿA��
3�����M���_������
����(1)���C�ӹ��|������������֪��Ҫ��QС�˿����Ƞ����r�����k���������L�ȷ����Ϝp��ɰ݆ĥ���^�ijߴ磬�Ա���������ԣ����Ǿͱ�횰��y�փɴ��b�A�{�^ĥ�ȿס���Ŀǰ������צ�փɴ��b�A�aƷ�ӹ��ăɂ��_�A��ͬ�S���^���ϕ0.005��ͬ�S�ȟo�����C�����҂����OӋ���@�����b�ͽ�Q���@�����}���ɈD2��ʾ���@���A����Ҫ��V�ΉK(No.4)��λ�����ģ���һ�l�λ��D����(No.2)���o�aƷ���oՓ�aƷ����{�^�ӹ�������_�A��ͬ�S�ȶ��ܺܺñ��C��ͬ�r�A����Ҳ���_��Ҫ��
����(2)�����y��ͨ���ԣ������y���c�yо�Ī����������@���A�ߵ�ʹ��ʹ���ӹ��ijߴ��^С���c�y������ϵ��yо��A�ߴ�Ҳ�������y�׃ȿ��H�ߴ����ĥ���ơ����������y��ͨ���ԣ��ֿ�ʹ�����քe�M�Ъ����������@�o���펧���ܴ�ķ��㡣
����(3)�p�ٹ��˵Ąڄӏ��ȣ����s�ӹ��ɱ���ͨ�^�@�ӵĸ��M·������ȡ�����һ���п����ھ�ĥ�ȿ���Ϳɱ��C��KҪ�Ķ��p�ٹ��˵Ąڄӏ��ȣ����s�ӹ��ɱ���
����(4)�A��ʹ�É����L�����ڷ��ޡ����ȿ��]���������a���p���䶨λ������V�ΉK��ĥ�p��������V�ΉK�c�aƷ���|��λ���~���ɉKӲ�|�Ͻ�l��������ʹ�É�������ο��]�����ޣ�V�ΉK֧��(No.6)֮�g��������c�A���N�ӣ����ڲ�ж���ޡ�
4���YՓ
��������ԓ�A�ӹ��Ŀ����y�ף���Ҫ���^�ߵĈA���ȡ�ͬ�S�ȶ��õ��˺ܺõı��C����ռ��g�W(http://bjjyhsfdc.com/)�J���ڴ�ǰ���£������˿����y���c�����yо��ͨ���ԣ����ԵĪ����Ԟ���펧���˺ܴ�ķ��㣬����ԓ�A�ߵ�ʹ�õõ��ˏV��ӹ��ߵĺ��u��