H13 䓵ğ�̎����ˇ - �ػ�ˇ
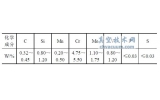
����H13 ��Ĵ��M���ǰ�l�R���w+δ��̼����+�����W���w, �����������(y��ng)���͚����W���w, ��ʹ�R���w�g��, ����M(j��n)��2��3 �θߜػػ�ͨ��, �����ģ�ߜض��ڵ���70��r�͑�(y��ng)�M��ػ�, �@���ߴ��^���Π��(f��)�s�ğ���ģ���Ȟ���Ҫ�����˱������ģ�ػ�r���®a(ch��n)��������(y��ng)��, �ڻػ�ӟ����s�r��(y��ng)�����M(j��n)�С���1020����l����, H13 䓻ػ�ضȵ��x��Q����ģ�ߵĹ����l����Ӳ��Ҫ��( �D3) ��
����һ�����(n��i)�����ģ���H13 䓶�����540�桫650��ĸߜػػ�, �����ģ�ߵ��g��, ���ߜػػ���ʹ����ģ�߰l(f��)����ĥ�p�Ķ�ʧЧ�����`�C��, H13 䓲���350�����ҵ��е͜ػػ��, �IJ������^�õď�(qi��ng)�g��Ϻ͟�ƣ������, ͬ�r�ɲ����F(xi��n)�m��F(xi��n)�����W���w�Ĵ��ڿ�ʹ�����ڔ��ѕr���ո��������, ����׃�Ѽy�U(ku��)չ�����Ѽy��˵đ�(y��ng)���͑�(y��ng)׃��B(t��i), �Ķ����䓵��g�ԡ�

������D3��ʾ, H13���425�桫520�淶����(n��i)�ػ�, �ڳ��F(xi��n)����Ӳ����ͬ�r���F(xi��n)�ػ����, �_���g���@������, �@�����ػ�r���R���w��l�g�����^���̼����, �Լ��ػ���s�r�����W���w�D(zhu��n)׃?y��u)��R���w�ľ��ʡ����, H13䓻ػ�r��(y��ng)�����ڻػ���l(f��)չ�^(q��)��(n��i)�M(j��n)�С�H13䓻ػ�M����ػ��R���w+��������̼����,����600��ػ���Ա����R���w��l�ΑB(t��i); ��(d��ng)�ػ�ضȸ���650��r, �R���w�ΑB(t��i)��ʧ, �M����ػ������w��