���������ĺ��z©ǰ�Ĝʂ乤��
1����ՙz©�r�ĭh��Ҫ��
������Ѳ����ضȣ�15~30 �棬���≤70 RH���z©�h��Ҫ�坍��ͨ�L����(�����՚��к������������̫�ߣ��x��ݔ������̖������)������ƽ���������Џ�늴Ÿɔ_�͏�����ӣ��F������М؝�Ⱥʹ�≺���O�y�b�á�
2�����ڙz©�_
�����������������Y�����c�ͳ��dҪ���OӋ�ӹ������ęz©�_(Ҋ�D2)���c�z©�x�Ԏ��z©���ܷ��B�ӡ��D3 �����OӋ�z©�_�����S�D�����z�����ɽ����ܷ�ģ�����ڙz©�_3 �ϣ��z©��1�����z���ܷ⣬ͨ�^�z©��2 ����պəz©�������������d���ٔ�����Y���������ڙz©�_�ϵ��㲿������ͨ�^�z©��1 �M�К����ԙz�y��������������z���B�әz©��1 �c���z�����z©��2��ä������z���ܷ⣬�z©�x����պ�Ɍ����z�����M�Йz©�����OӋ�z©�_����≤30 Kg����ʹ���в�ͬ�ߴ�ı��z�����ʹ�ò�ͬ�ڏ�����ͬ�Π���ܷ�ģ���M�г�����ܷ⣬�Ķ����F��՚����ԙz�y��

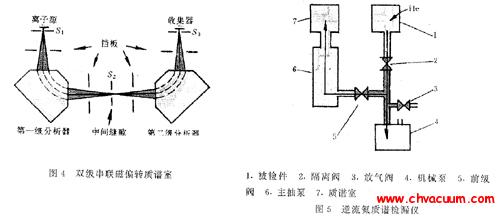
�D2 ���|�V�z©�x�Y�����D

1��2.�z©�ڣ�3.�z©�_��4.��ͨ
�D3 �z©ƽ�_���S�D
3���x��У�ʺ��`���Ȝyԇ
����GB/T13979 Ҫ�x���M��У�ʣ�У��©��ÿ��һ�����������͵�Ӌ���C�����˶����͙z���ڲ����^2 �ꡣASM192T2 ���|�V�z©�x���Sȱʡֵ�ăȲ��Ԅ�У���O��ON����ˣ�ԓ�z©�x�_�C�r���M���Ԅ�У�ʣ���У��ʧ�����t��z�����ԭ���ų����ϡ������ʹ���аl�F�z©�x��������Ƿ��Ҳ�輰�r�M��У�ʣ�������У��С�əz©��������С�əz©�ʵ�65%���ϣ������������{����ָʾֵ�Ե���У��©�Ę˷Qֵ�r���f���z©�x���`�����½���©�ʵ��x��ƫ�ͣ��z©�x���M����ϴ�����������˶���
����Ŀǰ�����|�V�z©�x���õą���©���DZ�Ĥ�B����©�ף�һ����10-8 Pa·m3/s �����˜�©����У��10-10 Pa·m3/s ��������©�ʡ�����Ì������Ȳ�ͬ������У��©���c�z�y����ͬ������©�ʁ��M��У�ʣ��z©�Ķ����Y�����ӿɿ�[5]�����ǣ��̶�©�ʵĝB����©��ֻ�܌��x�������M���`����У�ʣ�����ӳһ�N�x����������һ��ϵ�y���ض��l�������ܙz�y������С©�ʣ�Ҳ���Ǚz©�`���ȡ������H�z©�������_���ęz©ˮƽ���H�H��ه�ڃx����������ռ��g�W(http://bjjyhsfdc.com/)�J��߀�c���zϵ�y�Լ��z©���������ܴ���Pϵ��
�������磬�����÷����û��۷e���r����С�əz©�ʾ͕��S֮׃��׃�͡���ˣ��б�Ҫ�^���_�z©�x�������`����У�ʺ͙z©�`����У�ʡ��z©�`����qmin ��ָ���|�V�z©�x�͙z©ϵ�y�ھ��w�Ĺ����l���£���ʾ©���wͨ�^©�וr���|�V�z©�x���ܙz������С©�ʡ����M��©�ʜyԇ�r�����ؘ�©�ט˶�ϵ�y�z©�`���ȡ��z©�`���Ȝyԇqmin ��ͨ�^���¹�ʽӋ�㣺

����ʽ�У�Q0 ��˜�©��©�ʣ�In ��z©�x����I1 ��z©�x���˜�©��ݔ����ָʾֵ��I0 ��˜�©��δ�����r���z©�x�ı���ֵ��ͨ�^���H�yԇ���z©�O��ęz©�`����qmin=1×10-12 Pa·m3/s���������������z©�`���ȵ��OӋָ��5×10-9 Pa·m3/s��
4�����z���c�z©ģ��
�������z���㲿�����ڙz©֮ǰҪȥ������������������M�иߜس���̎����Ŀ����ʹ©�ײ�������͡��ЙC�܄��ȶ������z©�x�ıúܵ�������Ⱦ�����������Ӱ푙z©�Y�����z©ģ��Ҫ��ֹ׃���ұ��ָ����坍��
�����c ���������Ě����ԙz�y ���P��������x��
����1�����������Ě����ԙz�y
����http://bjjyhsfdc.com/leakhunting/095446.html
����2�����������ĺ��z©ǰ�Ĝʂ乤��
����http://bjjyhsfdc.com/leakhunting/095447.html
����3�����������ij��Ùz©����
����http://bjjyhsfdc.com/leakhunting/095448.html
����4�����������Ě����ԙz�y�r��ע�����