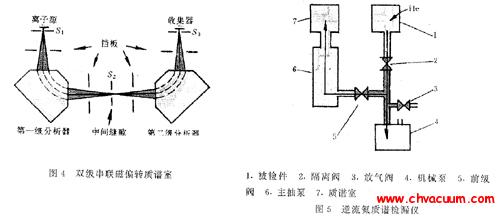
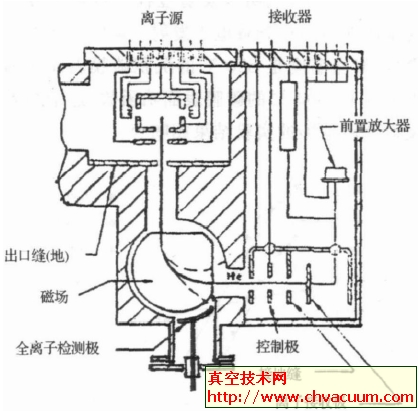
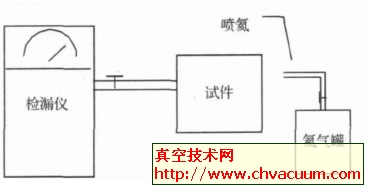
���������ij��Ùz©����
�����������������ĽY�����c���y������Ҫ���õ��ЃɷN�z©�����������ַ��͇��������@�ɷN�z©����Ԕ����B��Ҋ�����ַ��͇������ĺ��|�V�z©�x�z©��Ҋ���������z©�r�����ú��ַ��M�п�©�ʵĜy��������©�ʳ������Sֵ�����Ç������M��©�Ĝʴ_��λ��
1�����ַ��y��©��
�������ַ��DZ��z���c�z©�x�B�ӳ�����_���z©��B����һ����M����ęz��֣��ѱ��z�����w��ֲ�������������������D4 ��ʾ���z��ֳ交�r�Ȍ��փȿ՚��ų��ٳ交���Ա��C�փȺ���ȱM���ܽӽ�100%�����z�����κεط���й¶���z©�x������©��ֵ׃�����@ʾ��©��ֵ�����֕r�gҲҪ���m3~5 ���z©�x푑��r�g��ASM192T2���|�V�z©�x�����r�gС��0.5 s����˺��֕r�g30 s ���ɡ����ַ��ɿ�ݵy�����z����©�ʣ�����©���κ�һ̎©�c�������ܴ_��©��λ�á�
2���������_��©��λ��
�����������nj����z���c�x�������ϵ�y���B�������z������պ��Ç��������©��̎�������⡣����©�״��ڕr�������ͨ�^©���M���|�V�x���z�y�����������z©ʾ��D��D5 ��ʾ�����������a�˺��ַ����ܶ�λ��ȱ�ݡ�

�D4 ���ַ��z©ʾ��D

�D5 �������z©ʾ��D
2.1�������ĕr�g�c�Ƅӵ��ٶ�
���������r�gҪ�������z���ĽY�����c���ݷe��С���z©�x������r���z©������������麤��ͨ�^©���M�뱻�z���Ȳ��r�����z©�x�Ƚ������ĺ��։�����Ҫһ���r�g�������r�gT �c���։�PHe ���ֵ���Pϵ����ʽ(2)-(6)��ʾ��

����ʽ�У�PHe �Ǻ����|�V���н����ĺ��։���QHe��©��©�ʣ�SHe ���|�V��̎�����ij��٣�τ ��z©�x�ķ����r�g�������Ϲ�ʽ�п��Կ��������˜ʴ_��λ©�cλ�ã���©�c���m�����ĕr�g���_��3~5���z©�x�ķ����r�g��ʹ©�����ĺ���ȱȽӽ�100%��ͬ�r��©���M��z©�x�ĺ���������ƽ��r�g���t©�ʵ�ָʾ���_������ֵ��95%~99%�����ں���©�ף�һ����3 ���z©�x�����r�g����ʩ�Ӻ���ĕr�g���Д��Ƿ���©����©�ʣ�ASM192T2 ���|�V�z©�x�����r�gС��0.5 s�������ռ��g�W(http://bjjyhsfdc.com/)�J�释��2 s ���ɡ�
�����������Ƅ��ٶȲ����^�죬�����Ƅӵ��ٶ�v �c����ֱ���������r�gt ���Pϵ���£�
v=10 d/t (7)
����ʽ�У�v �LJ����Ƅ��ٶȣ�d �LJ����ڏ���t �LJ����r�g��ͨ�^��ʽ��Ӌ��������Ƅӵ��ٶȣ����磺���ÿڏ���0.5 mm �ć������Ƅ��ٶȿ�����2~3 mm/s��
2.2����������С�əz©�ʷ���
�����������z�y©������á����ݵ�һ�N���������LJ������z©�`�����ܶ�N����Ӱ푡��������z©�r�ęz©ϵ�y��С�əz©���c�x����С�əz©�ʴ����Pϵ��

����ʽ��Q′min �Ǚz©ϵ�y��С�əz©�ʣ�Q min�ǃx����С�əz©�ʣ�γHe �鱻�z��λ̎���������w�e��ȣ�Δt �LJ�����©��ͣ���r�g��τ �ǃx���ķ����r�g��
�����ɹ�ʽ8 ���Կ������������z©�r����С�əz©���c����������γHe�������r�gΔt ���P����߇������z©��С�əz©�ʿ�ͨ�^�ɗl;�����@�ã�(1)ʹγHe→1�������©��̎����ȣ�(2)ʹ![]() �������Ӈ����r�gΔt���������r�g�������ζ���z©Ч�ʵĽ��͡�
�������Ӈ����r�gΔt���������r�g�������ζ���z©Ч�ʵĽ��͡�
������ͨ��������鳨�_ʽ�Y������z©ʾ��D��D6 ��ʾ��©���Π�����Π�ߴ磬������w����������������©�A�ǡ����x���Ƅ��ٶȣ����z���܇��h������к�����(�����)��С��������rҲ���������z©�`�������^��Ӱ푡��z©�x�ı���ֵƫ�ߕr������ASM192T2 �z©�x�ĸ��㹦�ܣ�������ֵ������^�m�����z���������⣬����ָʾ©��ֵ������׃���M��©���ж��Ͷ�λ���ھ��w�����У��z©�`����(�����`����)�������c�������ƣ������`���ȱȃx���`���ȵ�һ����������

�D6 ���_ʽ��ͨ�����z©ʾ��D
2.3�����s�Y��———�p��·©��λ
�����������Y�����s�����·�������B�������F������·��ͨ�F�����ں������ڃȲ��������^�������������Д࣬���Ҫ�����Y����������·��ÿһ�����ӿpλ�������Ų飬�������ܳ��F�ɻ�·��ͨ�ĸ��N��r��
�����D7 ��ij�����p��·�Y�����S�D����֪�㲿��������������ǻ�·1 �����ף��c��·2 ���P�ĺ��Ӳ�λ�������ړ�����������^�쵽���z©�r�����Ȍ���·1 ����գ�����·2 �M�Ї������ҳ���·��ͨ�^��Ȼ��·2 ����գ�ͨ�^�c��·1 �_�ڶ����B�ӵ�U �ܾ���ע��ƾ���ͬ�r�Ļ�·1 ����һ��ͨ��С�������⣬��ֹ�������ƾ��Uɢ���e̎���ڴ��^���У������^����ն��c©�ʵ�׃������Һ��߶��_��©λ̎�r���ƾ�����©���������M��©�ף���ô��նȻ�©�ʾ͕������@׃����U �܃�Һ��߶ȼ����㲿��©�����ڵ�λ��ƽ�棬�Y�ϱ��z���ĽY���ߴ磬�Ϳ����ж�©λ����©λ̎�����ֲ����_�����Mһ���������_�J©λ���Ժ�©��ԭ��

�D7 ���������p��·�Y���D
2.4�����s©��λ
��������������©�������Ҫ�Ǽ��ܠ������s�Ĺܠ϶�p���B��һ��Ķ�M�����ɼ��ܻ�϶�p�ѿ�Ѩ�B�������ĽM���Y�����γ�©��ԭ������Dz��ϱ�����ȱ�ݡ������|���ͮaƷ������Ҫ��ʹ�ù������γɴ�©�����gǻ��
�����o���~�c���P䓸ߜ��F�������@�R�·Ŵ�60 ���^�죬��D8(a)��ʾ��B ���y�~���ϸߜ��ڻ�����ë����������������϶��ɢ��A �o���~���ϑ���ጷ��γɵĿ�϶���D8(b)�Ǵ�©��ʾ��D���ɈD��Ҋ�����z�������������g������Ǵ�⣬�҂��Ǚz©�x����Յ^��©��1 ��ȱ�100%���⸲�w�r�����gǻ�։���ʽ���£�
![]()
����ʽ�У�Q1 �ǵ�һ��©��©�ʣ�C2 �ǵڶ���©�ĵ�Ч������t �Ǖr�g��v �����gǻ���ݷe��

�D8 ���s©���@�R��Ƭ(a)�ʹ�©��ʾ��D(b)
�����M��z©�x�ĺ�������ͨ�^��ʽ(10)Ӌ�㣺
![]()
�����ɴ˵ó����gǻ���_������ƽ��r�ĺ��։���ʽ��
![]()
�����ɴ˿�Ҋ���z©�x���ĺ�©���c��һ��©��©�ʣ��ڶ���©�����������g�ݷe�������r�g���P������z©�x����С�əz©����5×10-11 Pa·m3s-1���t
����(1)��ʹ�B�m������С�r��Ҳ�z���������g�ݷe0.1 cm3 �ăɂ�©�ʾ���1×10-10 Pa·m3s-1 �Ĵ�©�ף�
����(2)�����g�ݷe10 cm3���ɂ�1×10-6 Pa·m3s-1�Ĵ�©�״�������һ���ƄӇ������z©(����2~3 s)��Ҳ�o���z�y����©��
����(3)�����OС�Ŀp϶�����g����Ӱ푳�Օr�g�����������`�J�鹤����©��
�������⣬僌��c�����ٵĽY�ϲ��Σ����γɏ��s��©�ף������僌����γɵď��s©���M�룬�����^�^�L������·���M���|�V�ң��ʷ�������ʧ�r�g�����L��©��������նȵ�����Ҳ�ǘO�侏���ġ��������ض��o�z©���������y���O�����©�z����ˣ��ڙz©֮ǰҪ�˽�ͷ������z���Y������λ���s©����Ҫ�����Y�����c�S�r�{���z©�`�����c�ęz©�r�g��
2.5�������z©��ԭ�t
����(1)�z©������ѭ�������¡��Ľ����h��ԭ�t�����ȏı��z���ϲ��������²����Ŀ����z©�x�������h�x�IJ�λ��
����(2)�֙z�r���ô�ڏ��ć���ʹ�������������w���z���^����e�����Ҵ���©λ���څ^��Ȼ�����С�ڏ����죬����С�������������z���Ĵ���©λ�����w��©��λ�á���©�������@�ķ����ԕr����ע�⇊���������ķ���
����(3)�ų���©�zС©���l�F��©�������ų�����t�������ĺ��������Uɢ����©̎���z©�x�@ʾ��©����ɱ��z���ж�̎©�ļ��o���M������©λ���ж�����©��λ���þƾ�������࣬ǰ���Dz�Ӱ�©���جF����Ӱ��ٴκ��ӡ�����Щ©��©�ף��ʺ��d��ȏ��s�Y�����ƾ��B��©�ؕr���ד]�l�����ͨ�^�L�r�g�ߜغ濾������ʹ©���جF��
����(4)���ڃɂ����x�ܽ��Ŀ���©���c�r�����Ȍ�һ���c���w�������С�ć��쇊����һ�c��
����(5)����ij�c�z©�x��׃���������ٶ�����©�ʲ������������R���������ط��д�©�ף�
����(6)��©λ�r����Ҫ�����״Ώ�
3���z©����
�������|�V�z©���ęz©�����c�����������P��
����(1)�z©�h������еĺ��⺬��Խ�ͣ��z©����Խ�ߣ�
����(2)�x��������������cƯ��ԽС���z©����Խ�ߣ�
����(3)�x���ľ���Խ�ã��z©����Խ�ߣ�
����(4)���ژ˶��|�V�x�Ę˜�©�����xй©���c���Hй©�ʵ��`��ԽС���z©����Խ�ߣ�
����(5)й©�c�͘˜�©���B��̎�ľ��xԽ�����z©����Խ�ߣ�
����(6)���ژ˶��|�V�x�ĺ������c�z©�r�ĺ�����Խ�ӽ����z©����Խ�ߡ�
�����c ���������Ě����ԙz�y ���P��������x��
����1�����������Ě����ԙz�y
����http://bjjyhsfdc.com/leakhunting/095446.html
����2�����������ĺ��z©ǰ�Ĝʂ乤��
����http://bjjyhsfdc.com/leakhunting/095447.html
����3�����������ij��Ùz©����
����http://bjjyhsfdc.com/leakhunting/095448.html
����4�����������Ě����ԙz�y�r��ע�����