�����i�L(f��ng)�y�����Ϸ�ĥ�еđ�(y��ng)��
�������a(ch��n)��ԭ�Ͻ�(j��ng)QCS����ϵ�y(t��ng)���_Ӌ(j��)������M�ֵ���������ͨ�^(gu��)����{(di��o)��Ƥ����Ӌ(j��)��������ĥ�ڣ��ٽ�(j��ng)���D(zhu��n)������ι��ĥ��(n��i)��ĥ������ʯ�ϵ���ĥ�ٶȸߣ�ʹ���D(zhu��n)�������ָ�݆�~Ƭ߅������ĥ�p�ٶ��^�졣ĥ�p��һ�������ϵ�y(t��ng)©�L(f��ng)��(y��n)�أ��y�Բ�����ĥ�wĥ�p��(y��n)�أ��a(ch��n)���½�;��һ��������Nԭ�ϵ��w����С��������(j��ng)�����F(xi��n)�~Ƭ�c�⚤֮�g���ϬF(xi��n)��(d��o)�»��D(zhu��n)�������^(gu��)ؓ(f��)�����l��ʧ�و�(b��o)������(d��o)����ĥ�B�i��ͣ��
1��ԭ�Ϸ�ĥϵ�y(t��ng)�F(xi��n)�(ji��n)��
�����Ї�(gu��)(li��n)��ˮ�༯�F(tu��n)����˾���(y��ng)�ֹ�˾(���º�(ji��n)�Q“�ҹ�˾”)Ŀǰ����һ��3000t/d������6000t/d���l�������a(ch��n)������ԭ��ĥ�քe���õ���FLS��˾Atox37.5��Atox50��ĥ���Ҿ����û��D(zhu��n)�������M(j��n)����ĥι�ϣ����Г�(d��n)ϵ�y(t��ng)�i�L(f��ng)���ܡ�
�������a(ch��n)��ԭ�Ͻ�(j��ng)QCS����ϵ�y(t��ng)���_Ӌ(j��)������M�ֵ���������ͨ�^(gu��)����{(di��o)��Ƥ����Ӌ(j��)��������ĥ�ڣ��ٽ�(j��ng)���D(zhu��n)������ι��ĥ��(n��i)��ĥ������ʯ�ϵ���ĥ�ٶȸߣ�ʹ���D(zhu��n)�������ָ�݆�~Ƭ߅������ĥ�p�ٶ��^�졣ĥ�p��һ�������ϵ�y(t��ng)©�L(f��ng)��(y��n)�أ��y�Բ�����ĥ�wĥ�p��(y��n)�أ��a(ch��n)���½�(ĥ�p���ڮa(ch��n)��ֻ���_(d��)��220t/h��440t/h���ң�ԭ�O(sh��)Ӌ(j��)�����քe��260t/h��510t/h);��һ��������Nԭ�ϵ��w����С��������(j��ng)�����F(xi��n)�~Ƭ�c�⚤֮�g���ϬF(xi��n)��(d��o)�»��D(zhu��n)�������^(gu��)ؓ(f��)�����l��ʧ�و�(b��o)������(d��o)����ĥ�B�i��ͣ�����׃�@һ��r���������D(zhu��n)��������������·����ֱ����ĥ;�@���mȻ�p������ĥϵ�y(t��ng)ͣ�C(j��)�Δ�(sh��)������ĥ���ӟo(w��)�i�L(f��ng)��ʩ����(d��o)���ڭh(hu��n)�L(f��ng)�ٽ��ͣ�©�L(f��ng)���^��ֱ�ӌ�(d��o)���пز������y���o(w��)�����ĥ�C(j��)���_(t��i)�r(sh��)�a(ch��n)�������S���ҹ�˾�ɗl���Ͼ��Gϵ�y(t��ng)�a(ch��n)�ܵ��M(j��n)һ����ߣ�ԭ��ĥϵ�y(t��ng)���_(t��i)�r(sh��)����Խ��(l��i)Խ���\(y��n)�D(zhu��n)��Ҫ�_(d��)��90%���ϲ��ܝM��Gϵ�y(t��ng)���������a(ch��n)�\(y��n)�С��@�ӣ���(du��)ԭ����ĥ���ճ��S�o(h��)����(l��i)�˘O�����y��ʹ��ĥϵ�y(t��ng)�L(zh��ng)�r(sh��)�g�����\(y��n)�У���(y��n)��Ӱ����O(sh��)��ʹ�É��������������a(ch��n)�\(y��n)�I(y��ng)�ɱ���
2�����췽�����䌍(sh��)ʩ
2.1�����췽���Ĵ_��
����������֪����ĥ��ؓ(f��)�����I(y��)��ؓ(f��)���ķ�(w��n)���Ժʹ�С�Լ�ĥ��(n��i)�όӺ�ȼ�����̶ȣ�ֱ���P(gu��n)ϵ����ĥ�\(y��n)�еķ�(w��n)���Լ���a(ch��n)���|(zh��)��������ڷ�ĥ�����^(gu��)���У�����Ҫ���ƅ���(sh��)����ĥ�ضȡ���ĥؓ(f��)����ĥ��(n��i)�ضȡ�ĥ��(n��i)ؓ(f��)���ȡ����磺��ι���^(gu��)�������ϳӲ���(d��ng)�^��(d��o)�����ϲ���(w��n)����ĥ��(n��i)�όӲ���(d��ng)�^��r(sh��)�����Ӵ�ĥ�C(j��)�ٿ��y����Ӱ�ĥ�C(j��)�Įa(ch��n)�|(zh��)��;ͬ�r(sh��)Һ��ϵ�y(t��ng)��(hu��)������M(j��n)���a(b��)����й��������ֱ�ӌ�(d��o)��ĥ݁��ĥĥ�w������ĥ�C(j��)����(d��ng)�^(gu��)��ĥ��(n��i)�r��ĥ�p�^�죬��(y��n)�ؕr(sh��)��(hu��)��Һ�����U���࣬��ɲ���Ҫ�ēpʧ��������D(zhu��n)�������ָ�݆�~Ƭ߅������ĥ�p�͕�(hu��)��(d��o)��ϵ�y(t��ng)©�L(f��ng)��(y��n)�أ�ĥ��(n��i)ؓ(f��)�����͡�
������(j��ng)��(du��)���_(t��i)ԭ��ĥ�\(y��n)���M(j��n)�ж���졢Փ�C���о����Q�����������ĥ�r��������i�L(f��ng)�y����ԭ�л��D(zhu��n)���������Ƚ�Q���i�L(f��ng)��(w��n)�}���ֽ�Q��ĥ�p��(w��n)�}����?y��n)������i�L(f��ng)�y���г���(qi��ng)���i�L(f��ng)Ч�����Ҿ���ʹ�÷��㡢�\(y��n)��ƽ��(w��n)����(d��ng)���ɿ����S�o(h��)��(ji��n)�μ��������O(sh��)�����ϕr(sh��)�g����ƽ��(w��n)�ط��O(sh��)��ĥ���ϵȃ�(y��u)�c(di��n)��
2.2�������i�L(f��ng)�y�ĽM�ɼ�ԭ��
���������i�L(f��ng)�y�������i�L(f��ng)�y�弰��ĥ�r�塢Һ��ϵ�y(t��ng)(����Һ���ס��ͱá�늴��y���ӟ����Լ��ܵ��M��)��늿�ϵ�y(t��ng)�ȽM�ɡ����϶����O(sh��)�е������y��(#1��#2��#3)ȫ����Һ�����ƣ��քe��(du��)��(y��ng)����(g��)늴��y��(l��i)����ÿ��(g��)Һ����ѭ�h(hu��n)��(d��ng)����
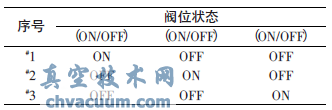
�����\(y��n)���У�����#1늴��y��늣�#2늴��y����늣�#3늴��y��ʧ늣���#1�y���(zh��)���_��(d��ng)����#2�y��ȫ�]��#3�y���(zh��)���P(gu��n)��(d��ng)��;�S��#2늴��y��늈�(zh��)���y���_��(d��ng)����#3늴��y������y��ȫ�]��#1늴��y��ʧ늈�(zh��)���y���P(gu��n)��(d��ng)��;�Դˈ�(zh��)��һ��(g��)ѭ�h(hu��n)�������_ʼ��һ��(g��)ѭ�h(hu��n)(Ҋ��1)���@���������y�����^(gu��)���У�ʼ�K��һ��(g��)�i�L(f��ng)�y̎���P(gu��n)�]��B(t��i)���Ķ���(qi��ng)���i�L(f��ng)Ч��;ֻ��һ��(g��)�y��̎�ڴ��_��B(t��i)�M(j��n)����ĥ��ι�����I(y��)������һ��(g��)ѭ�h(hu��n)�g���r(sh��)�g�H��2s(�ɸ���(j��)��(sh��)�H��r���S���{(di��o)���g���r(sh��)�g)����˿ɴ_��ι�ϵľ����Ժ�ĥ��(n��i)�όӺ�ȵķ�(w��n)���ԡ�
��1 �����i�L(f��ng)�y���yλ��B(t��i)��ѭ�h(hu��n)׃��
2.3�������i�L(f��ng)�y���췽���Č�(sh��)ʩ
����������ĥϵ�y(t��ng)�������g���҂���(du��)һ�ںͶ���ԭ��ĥ�M(j��n)���˻��D(zhu��n)��������Q�������i�L(f��ng)�y�ĸ��졣��һ��ԭ����ĥϵ�y(t��ng)����������쌍(sh��)ʩ���I(y��)���¡�
����(1)�����и���ӵȼ��g(sh��)���M(j��n)��ԭ���D(zhu��n)�������IJ���������i�L(f��ng)�y�İ��b����;��Һ��վ���O(sh��)6��Һ���ܣ��քe���b������(g��)Һ�����ϣ���������ǻ����ǻ�Ĺ��ܵ�;����PLC�����Ԅ�(d��ng)�(q��)��(d��ng)늴œQ���y�Č�(d��o)ͨ���P(gu��n)�࣬��(sh��)�F(xi��n)�����(d��ng)�y����P(gu��n)�]�ʹ��_;��ԭ�еĻ��D(zhu��n)������늙C(j��)������������i�L(f��ng)�yϵ�y(t��ng)���Դ����ϵ�y(t��ng)���ƹ��Դ�P���b�ڬF(xi��n)��(ch��ng)���mλ�á�
����(2)�F(xi��n)��(ch��ng)�����i�L(f��ng)�y�c�п���֮�g��һҪ���O(sh��)�Ԅ�(d��ng)�����ƶ�о��|һ�������ڂ��ס��\(y��n)�С��(q��)��(d��ng)��ֹͣ��#1��λ��#2��λ��#3��λ��Һλ�͈�(b��o)����Һλ�O�͈�(b��o)�����ضȘO�͈�(b��o)�����ضȵ͈�(b��o)�����ضȸ߈�(b��o)�����ضȘO�߈�(b��o)����̖(h��o)�Ă�ݔ�c����;��Ҫ���O(sh��)�Ԅ�(d��ng)��������|һ����ʹҺ��վ���͉����M(j��n)���п��ҡ����⣬늿�ϵ�y(t��ng)���ƹ���Һ����վ֮�g���O(sh��)��|����������늙C(j��)�����ӟ�������늴��y����Һλ�͜ضȵȿ�����|;늿�ϵ�y(t��ng)���ƹ����F(xi��n)��(ch��ng)���O(sh��)Һ������λ��|һ��������#1��λ��#2��λ��#3��λ���ơ�
����(3)Һ��վ�ϰ��bһ�K��4·ݔ���Ĝض��@ʾ�x�������O(sh��)�МضȘO�͈�(b��o)��(15��)���ضȵ͈�(b��o)��(30��)���ضȸ߈�(b��o)��(40��)���ضȘO�߈�(b��o)��(50��)����Һ��վҺλ�����O(sh��)��Һλ�͈�(b��o)����Һλ�O�͈�(b��o)���͞V����������(b��o)���ȹ��ܡ�
����(4)���ƹ��(n��i)���b�ɾ����������PLC(S7-300)һ�_(t��i)����������(g��)ϵ�y(t��ng)���Ԅ�(d��ng)���\(y��n)�С����ƹ��T�ϰ��b�F(xi��n)��(ch��ng)��ͣ���o�����N��(b��o)��ָʾ�Լ�ѭ�h(hu��n)�r(sh��)�g������(���w��(l��i)�O(sh��)��ÿ��(g��)�y���\(y��n)�Еr(sh��)�g)�ȣ����ƹ���o(h��)�ȼ�(j��)�_(d��)IP54�������m��(y��ng)ˮ���ИI(y��)�ĭh(hu��n)����
����(5)�����y�Ě���Ϸքe�O(sh��)����λ�ӽ��_�P(gu��n)��ÿ��(g��)������ꮅ�ӽ��_�P(gu��n)��(d��ng)�����ɴˁ�(l��i)�O(ji��n)��ÿ��(g��)�y����\(y��n)����r���ӽ��_�P(gu��n)����̖(h��o)��ݔ��PLC��(n��i)���������Д����y���Ƿ�����ȫ�_��λ�Լ��Д����(d��ng)���r(sh��)�g�Ƿ��^(gu��)�O(sh��)�����y���\(y��n)�Еr(sh��)�g��
����(6)���������i�L(f��ng)�yϵ�y(t��ng)���B�i���ܡ��������y������ͣ���t�O(sh��)��ĥ�C(j��)�B�i�Ԅ�(d��ng)̧݁��ͬ�r(sh��)�ӕr(sh��)��ͣ��ĥ��늙C(j��)���ܡ���������yδ�\(y��n)�У��t�O(sh��)����ĥ��ͨ���(d��ng)�l���y���ܴ�����ĥλ�ã��Ķ��ܺõر��o(h��)���O(sh��)��İ�ȫ�ɿ��\(y��n)�С�
3��������
�����ҹ�˾#1��#2ԭ����ĥϵ�y(t��ng)ι���i�L(f��ng)ϵ�y(t��ng)����ǰ���\(y��n)�Ѕ���(sh��)Ҋ��2��
�����ı�2��(sh��)��(j��)���y���������θ����_(d��)�������õĸ���Ч�������w���¡�
����(1)���_(t��i)ĥ�C(j��)��ĥ��(n��i)��õ��˺ܴ�����(�����0.07MPa����)���@�f(shu��)�������y���˺ܺõ��i�L(f��ng)Ч����
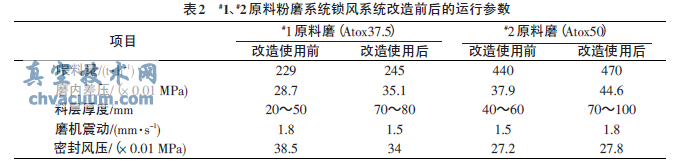
����(2)�������_(t��i)ĥ�C(j��)�Įa(ch��n)������7%���ҵ���߷��ȣ�����#1ĥ���όӲ���(d��ng)��ֵ���@�½�����ĥ�\(y��n)������(d��ng)ֵ�½�����(w��n)�������;��#2ĥ���όӺ�Ȳ���(d��ng)����׃����(�_(d��)30mm)����������ĥ�\(y��n)�����(d��ng)ֵ�����0.3mm/s������Ӱ�����(g��)ĥ�C(j��)�ķ�(w��n)���\(y��n)�С�
����(3)����Ч�档һ�ǹ�(ji��)�s����ܣ���3000t/d������ԭ�O(sh��)Ӌ(j��)���D(zhu��n)������늙C(j��)���ʞ�11kW���F(xi��n)��Һ��ϵ�y(t��ng)�����ʲ����^(gu��)5kW���\(y��n)�б��^��(j��ng)��(j��)�h(hu��n)��;���Ǵ��������ĥ�C(j��)���\(y��n)�D(zhu��n)�ʣ��F(xi��n)�ڻ��������\(y��n)�D(zhu��n)�ʶ����_(d��)��98%����;�������όӺ�ȵ����Ӝp����ĥ�C(j��)��ĥ�p�����L(zh��ng)��ĥ݁��ʹ�����ޣ��S�o(h��)����������^�١�







