��Ҋ�y�T�T䓼���ȱ���a��
1������
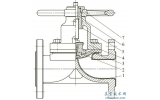
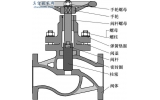
�����ڹ��I�ܾ��ijЉ��y�T��, �T��y�T������ɱ��Ľ����Ժ��OӋ���`����, �ܵ��V���\�á����������T�칤ˇ�ܵ��T���ߴ硢�ں��ԭ���Ϻ�ʩ�������ķN�N�Ƽs, �T�������Fɰ�ۡ���ס��Ѽy���s�ɡ��s�͊A�s��ȸ��N�T��ȱ��, ����ɰ���T��ĺϽ���T������ࡣ�����кϽ�Ԫ��Խ���Һ��������Խ��, �T��ȱ�ݾ��a�������, ȱ���Єe����ӆ���������������ü��ɿ����a����ˇ���_���a������y�T�����|��Ҫ���ѳɞ��y�T���ӹ���ͬ�Pע�Ć��}�����Ľ�B�N��Ҋ�T䓼�ȱ�ݵ��a�������ͽ��(���l�����f��̖��ʾ)��
2��ȱ��̎��
2.1��ȱ���Д�
���������a���`��, ��Щ�T��ȱ�ݲ����S�a��, ��؞�����Ѽy������ȱ��(����) ����C���ס��o������ĊAɰ�A������e���^65cm2 �Ŀs�ɵ�,�Լ��p����ͬ�мs�������������a�����ش�ȱ�ݡ����a��ǰ���Д�ȱ�ݵ���͡�
2.2��ȱ����
�����ڹ��S��һ��ɲ���̼�����ٴ�ȥ�T��ȱ��,Ȼ���������ĥ�C��ĥȱ�ݲ�λ��¶�����ٹ�ɡ������a���`�и������ֱ����̼䓺��l�������ȥȱ��, ���ý�ĥ�Cĥ�����ٹ�ɡ�һ���T��ȱ����, ����<4mm - J422���l, 160��180A���, ��ȱ�ݳ��Ƀ�, ��ĥ�C��ȱ�ݿڴ�ĥ��U ��, �p��ʩ��������ȱ������ďص�, �a���|���á�
2.3��ȱ�ݲ�λ�A��
����̼��䓺͊W���w���P��T��, ���a����λ����e< 65cm2 , ���<�T����ȵ�20%��25mm, һ��o���A�ᡣ��ZG15Cr1Mo1V��ZGCr5Mo ������w��T��, ����䓵Ĵ�Ӳ�A���, �亸����, �����A��̎��, �A��ضȞ�200��400�� (�ò��P䓺��l�a��, �ض�ȡСֵ) , ���ؕr�g��������60min�����T���������w�A��, ������- ��Ȳ��ȱ�ݲ�λ���Uչ20mm��ӟ���300 - 350�� (����̎Ŀ�y�^�����tɫ) , ��̖��������昌����ȱ��̎����߅���A�ܿ��ٔ[�ӎ��, Ȼ��Ğ龏���Ƅӱ���10min(ҕȱ�ݺ�ȶ���) , ʹȱ�ݲ�λ����A���, Ѹ���a����
3���a������
����ȱ���a��������ͺ��lҊ��1��
��1��ȱ���a��������c���l

3.1��Ҫ��
�������W���w���P��T���M���a���r, Ҫ��ͨ�L̎, ʹ֮������s��������w�ͺϽ���T�����a����e�^���̼��T���t���x���L̎���Ó��L���ړ�, �����������Ѽy���a��һ���ьӵ�, �a�����������ˎ��, ����ȱ���������������N��,�����a�����������a���֎��M��(һ��3��4mm��һ�a����) , �tÿ���a�����Ҫ���r���ˎ�����N���a���^�����ڶ���ʩ��, ZG15Cr1Mo1V �����w�Ͻ���T��,ÿ�a��һ��߀������- ��Ȳ���ͼӟ�, ��Ѹ���a��, �Ա���a�������Ѽy��
3.2�����l̎��
�����a��ǰ, �����șz�麸�l�Ƿ��A��, һ�㺸�l����150��250����1h���A���ĺ��l���ñ�������, �����S���Sȡ�����l�����A��3��, �����l����ˎƤ��Ó�䡢�_�Ѻ����P, ������ʹ�á�
3.3���a����
�����Љ��T��, ���y�T���w��ԇ���Bˮ, ͬһ��λһ��ֻ���S�a��һ��, �����؏��a��, ������a����ʹ��о����ִ�, Ӱ��T���ijЉ�����, �����T�������ں��������M�П�̎���������dzЉ�ͬһ��λ���a��, һ��Ҏ���a�������^3�Ρ�ͬһ��λ���a�����^���ε�̼��T��, ��������������̎����
3.4���a���Ӹ߶�
�����T�����a���߶�һ��߳��T��ƽ��2mm����,�����C�ӹ����a����̫��, �C�ӹ�����¶�����̡��a�����^��, �M�r�M���M���ϡ�