����y�T���a������
������B������y�T���P�˜ʵ�Ҏ������aƷ�������ԡ���ȫ�ԺͿɿ��ԡ������ˇ��������y�T����I�������y�T�аl�OӋ�ͮaƷ���a���칤ˇ���o���ӹ��O��ȷ���������cˮƽ������˺���y�T�a�I��������Һ�늳����O����a��Ӌ�������χ������P�YԴ�ͼ����������Y���M�м��g�_�l�Ϳ��й��P����ʹ����y�T���a��������߶��I��lչ�Ľ��h�c�O�롣
1������
�����ڌ��F��̼���h�����Gɫ���ɳ��m�lչ���e�O�lչ��늵��坍��Ч��Դ���΄��£�����y�T�ć��a�����������P��Ҫ�����á��y�T�ں��վ�O�����mȻ�������O�䣬���s�Ǻ��վ��ȫ�\�в��ɻ�ȱ���P�I����������Ҫ�����ǿ��Ʋ��{�����վ�ܵ��Ƚ��|���������ضȡ�����������ȣ�߀���������������緀���������l�������o���á��mȻ���վ���y�T�Ĺ����ضȺ͉����ȅ����ȳ�Ҏ���վ���y�T�ͣ��������ں��վ�������O��������ԡ���ȫ�ԺͿɿ��ԣ���ˌ�����y�T�aƷ������h������ͨ���I�O���Ҫ��ͬ�r���ں���y�T���OӋ�������^���У������ȳ�Ҏ�y�T����ĜyԇҪ���Լ��������ĺϸ�˜ʡ�
2���y�T����
������������y�T���P�˜ʵ�Ҏ�������վ�y�T��ȫ�ȷ֞��һ�����˶�������������NC �������к�һ��Ҫ����ߡ��Ը����늹��̞�����2�����fǧ�߉�ˮ�Ѻ�늙C�M�������y�T�s2. 8 �f�_( ��1 �� ��3) ��

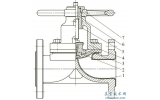
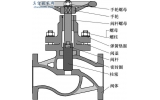
��1 ���վ�y�T�ֲ�

��2 ��ͬ��ȫ���e�y�T����

��3 �M���c���a�y�T���������~����
�����ı�1 �� ��3 ���Կ������M���y�T����ֻռ���y�T������4. 3%��������~�sռ�����п����~��58%���ɴ˿�Ҋ���ں���y�T����ֵ�^�ߵĸ߶��I���M���y�T��Ȼռ���^���ă��ݡ����S���Ї�������늮a�I朵İlչ��Ŀǰ���Ⱥ���y�T����S��u�M��ԭ��������S�����Ŕ�ĺ�һ���y�T�߶��Ј����ĸ�����1��2 ̖�C�M�aƷ��ُ�����������ч��a���ĺ�һ���y�T�����Ǻ�һ��ֹ���y�Ͳ��ֺ�һ���l�y����Ӌ��142 �_�����ǣ��ں�һ���y�T�I����M���y�T��Ȼ��29% �ĺ�һ���y�T������ռ����79%�ĺ�һ���y�T����ُ���~��
3����I�F��
�����Ĕ����ķ������Կ�����Ŀǰ������վ���y�T�����ϳ��^95%���y�T��������죬�����ڮaƷ���~�χ��a�y�T�oՓ�Ǻ�һ���߶��I��߀��ȫ�����վ�y�T���h�����M���y�T�������a����y�T�^������������ڔ����r�������͵ĺ������ͷǺ˼��I��һЩ�߶˵ĺ�һ���˶����y�T���һ��늄��l�y����һ���{���y�����������x�y����������ȫ�y�����oˮ�{���y�ȸ���ֵ�O�ߵ��P�I�y�T��Ŀǰ߀���߂���a������������������S�҉Ŕࡣ�c�����y�T�ИI�аl������ˮƽ��ȣ����ȏS��߀���^���࣬��Ҫ�w�F����I�������aƷ�аl�OӋ�������y�T�ӹ��O�䡢���a��ˇ���aƷ���¹����o�����������ȷ��档
3.1������ˮƽ
�����c���ȴ���������ИIһ�ӣ���ǰ���Ⱥ���y�T��I�Ĵַ�ʽ����δ�õ��ص�Ť�D���mȻ�T��6S ������6Sigma ����������O���|���wϵ�Լ�����O���|������Ⱦ��ڈ��У����nj��H����Ч���c�������M�����wϵ��ȣ���ܛ�����IJ��߀�h�������a�O���Ӳ�����IJ�ࡣ
3.2���аl�OӋ
�����c������������y�T���a�S����ȣ������y�T�OӋˮƽ����^������һЩ�P�I�y�T���OӋ������Ȼδ��ȡ��ͻ�ơ����ں���y�T�đ���Ӌ�㡢���������ƣ�ڷ�������������ȣ����ȏS�Һ������������գ����ί���OӋԺ���У�M�У�һ���̶�����������I���аl������
3.3���ӹ��O�估���a��ˇ
����Ŀǰ���Ⱥ���y�T��I�C�ӹ��O����Ҫ���f�ܙC�����������쾫�ȵͣ����aЧ�ʵ��¡��aƷ�|�������Լ��yһ���Բ���ڇ���õ��ձ鑪�õĔ��ؙC��Ŀǰ�ڇ���߀δ�����ռ������Ô��ؙC���ܴ����߮aƷ�ӹ����ȣ����C�aƷ�ߴ缰�|���Ľyһ�ԡ�
3.4���a�I�������o����������
����(1) �T������
�����˼��y�T���ˮ�Ļ��W�ɷ֡�����ȵ����^��Ҫ������ס��A�s���T��ȱ��Ҫ���^һ�㳣Ҏ�aƷ����������ˣ��@���ڟ���O�估��ע��ˇ����˸���Ҫ�����ձ�ʹ�õľ�����ˇ����AOD�t�ȣ��Լ����T������ˇ�ϣ�ʹ��Ϟģ�T��Ⱦ����T�칤ˇ���Ǻ˼��T�������x�����Ⱦ߂��ṩ�˼��y�T�T���Y�|����I���࣬����y�T�T��ӆ؛څ�ھo�����ɴ�Ҳ�����ˮaƷ�|������������؛���y�ԝM���y�T�S���M��Ҫ��Ȇ��}������һЩ��ڏ�����y�T�T���������������y�T����T��ˮƽ�����������x�y�w( DN800) �����ȹ�˾Ŀǰ̎��ԇ��ԭ�ͼ�( prototype) �A�Ρ�
����(2) �������
����������T����呼��aƷ���g�Y���������ܣ��|�����T��������Ŀǰ�������M�y�T��IԽ��Խ���ʹ��呼�ȡ���T������������l�y�ڏ����_��DN600�����Ҳ��õ���ģ呹�ˇ��ʹ���y�w�y�w��呼��oՓ�����^߀�ǃ����|��������������ں���y�Tģ呷��棬��������ˮƽ�c���Mˮƽ��Ȳ���^��ǰ������I�H���ṩС�ڏ��y�T呼���
����(3) ���ЙC�������N��������������
���������y�T�Ą����b�ã����ЙC����Ҫ�����ǰ���ָ������_���{���y�T�_�ȣ��䌦�y�T���w�|���������^��Ӱ푡�Ŀǰ�����܉������ṩ1E ��K1 ��y�T늄��b�á�1E ��K3 ��y�T����b�á����ڲ��ּ��gҪ��ߡ������y�ȴ�Ĉ��ЙC��������λ�_�P��늴��y�ȸ������Ȍ�ʽ����ϵ�y���������������x�y�Ě�- Һ��ʽ���ЙC�����aƷ߀��Ҫ�ć����M�ڡ�
����(4) ԇ�yԇ�l��
������늮aƷ����������ԣ����O��Ŀɿ�������^��Ҫ����ˣ�����y�T�����������x�y����������ȫ�y�����������a����֮ǰ��Ҫ���^����ĘәCԇ����Ŀǰ���ȵĜyԇ�l�����O��dz����ޣ����������������x�y��ģ�M�������ܵ����ѹ��r��ԇ��_�ܣ������Л]�С������T��ģ�Mһ��·�ğ�Bԇ��Bԇ��ԇ��_��Ҳ������䣬�����ˇ����µ��y�T�aƷ���аl���졣
3.5��������Ҫ����y�T�śr
����Ŀǰ���������y�T�����̽^������鷨���Լ�������˾�����ڬF�A���Ї��C�M���÷������g�wϵ���^�࣬��˷����y�T������ռ������������������Ӣ���������n�����ձ��ȹ�˾���c����y�T�������ڽo�����늹��̹����y�T�Ĺ�˾�У�����1��( �ṩ���������x�y) ����1 ��( �ṩ��Ҏ�u�l�y) ��������7 ��( �ṩ��������ȫ�y���˼��{���y��) �����ȼs14 �ң����Ⱥ���y�T�^����������ڮa�I����Σ������mȻ���ǮaƷ����ֵ�^�͡�

�D1 ����y�T�yԇ��·
4�����a������
4.1���аl����
���������꣬�ڇ������߷����£����^�ش��g�b����й��P�����M�������M���g�������c����S�Һ�����;�������և��Ⱥ���y�T��I�ں���y�T�аl�����췽��ȡ���˲���ͻ�ơ���2009 �꣬ij�y�T��˾�аl�ĺ�늷������������F�y�әCͨ�^�����b�������a�ˇ��ȿհס�ͬ�r��ԓ��˾���аl�ĺ�һ��늄ӽ�ֹ�y���˶���������y���˶���ƽ���p�l��늄��l�y���˶���W ��늄��l�y( ���Qͨ��200mm���OӋ����6. 4 MPa) �ȮaƷҲ�_���ˇ������Mˮƽ������һ�y�T��˾�_�l�ĺ�һ��ֹ���y����һ����ֹ�y����һ���l�y���˶���ֹ���y���˶�����ֹ�y���˶����l�y��ͨ�^�ˇ��Ҽ��b�������a�ˇ��ȿհף��������M�˺���y�T���a�����M�̡�ͬ�r������Ҳ�����d�����_���վ��ȫ�yԇ��_�ܣ����O����Ⱥ��վ��ȫ�yԇ��_�ܾoȱ�ľ��档Ŀǰ�����ѽ��й�؛�I���ĺ���y�T��Ҫ�Dz��ֺ˼��l�y����ֹ�y�����е�ֹ���y�����y�Լ�һЩ��Ĥ�y���{���y�ȡ�Ŀǰ��ͨ�^�әC�b�����Ǜ]�й�؛�I�����з����������y�ȣ������������x�y�ć��a������ǰ���ں͇���S��Մ���С�
����Ŀǰ�в��߂����a�l��������������ȫ�y������ŷ��y����������ȫ�y���Ȍ�ʽ��ȫ�y�Ⱥ���P�I�y�T���Լ����ִ�ڏ�늄��l�y���@Щ�y�T�Ĕ���ֻռ����y�T������2% ���ң������ͬ�~�sռ40%���ҡ������@һ���y�T�����Ю�ǰ���ȱ����늽��O�Ŀ�����Բ�ȡ���g���M�����Y���Լ����g���P�ȷ�ʽ�����x���в��E�Č��F�aƷ���a����
4.2���lչǰ��
�������ȴ�����ڽ����վ���g�ό��ڶ�����( ���ڷ������g��M310 ����) ��Ŀǰ����AP1000��EPR������ĵ�������늼��g���ڽ��O���Ըߜ�����ў�����ĵ��Ĵ���늼��g��2012 ��ĩ�@���_�����O���Į�ǰ���Ⱥ�늰lչ�B�ݷ�����δ���������AP1000 ���g���LJ�������������AP1000 ���g·�������c���y�T��������Ȝp�٣���Ҫ�y�T������Ҳ�،���M310 ���͵ķ����D�Ƶ�����������һЩ��Ҫ�y�T�S��Ҳ�_ʼ�����µĺ�늼��g����AP1000����ձ����y�әC���B�m����M�������Pԇ����AP1000 �¼��g�б���̭���y�T���Ĥ�y�ȣ�Ҳ�����{���y�I�F�D׃��
4.3�����h
����(1) ����y�T�a�I��������Һ�늳����O����a��Ӌ�����ƶ�����y�T�ИI�lչҎ�����Ա��C����y�T�ИI���m�ͷ����İlչ��
����(2) ���χ��ȸ����P�о��OӋԺ����У����I�����P�YԴ���M�����Һ���y�T�����أ��ӏ�����y�T�yԇ��������
����(3) ���������ИI��Ҏ�����������������T呹����̡����ЙC�������̡�늚⸽�������̵Ƚy�IҎ�������ƺ���y�T�aƷ����朡�
����(4) �ӏ�����y�T�әC���b���������_��������ͨ�^�ʣ��ԾS�o�әC�b���ę����ԡ����C�ԺͿ����ԡ�
5���Y�Z
��������y�T��I�ڹ����ϑ��ԇ��H���M��I���ӣ���׃���ȵĴַ�ʽ�����������������Y���M�м��g�_�l�����й��P����ʹ�aƷ����߶˺���y�T�I��lչ���ڇ��Ⱦ�ĺ���Ј��£��y�T��I��ԓ�ڼ��g�������������ı��C�£��\����I�İlչ���M�����Ķ����F����˼��y�T�ć��a����