�l�y�y��׃��ԭ����������M��ʩ
����ᘌ�һ���l�y�y��׃��ʧЧ�¹ʣ�������Փ�cԇ���Y�ϵķ��������l�y�M���˺��^�������^�������y���ȷ����Լ����|�������ܙz�Y���������y��ӹ��|������y���b�䲻�������y���ܵ��y���ĔD������Ħ�������îa��׃�Ρ�����˸��M��ʩ��ȡ��������Ч����
�����l�y��һ�Nʹ�ÏV�����y�T����Ҫ�Á���ͨ�ͽؔ��·�еĽ��|�������ܷ�Ԫ����ʽ�IJ�ͬ�l�y�ɷ֞�Ш���l�y��ƽ��ʽ�l�y��Ш���p�l���l�y��ƽ���p�l���l�y�ȡ��l�y�ɲ������ܷⷽʽ�ܷ⣬Ҳ�ɲ��Ï����ܷ⡣���ڏ����ܷ�ɿ��Ըߣ���ʯ�ͻ����ИIʹ���^���ձ顣
����Ш���l�y��Ш���y���ϵă��ܷ�����y���ϵă��ܷ���Ш��r�ľo�ܽY�ρ��_���ܷ⣬����Ш���^�����ܷ���Ҫ���ܴ�ĔD������Ħ�����������ܷ������װl���p��������й©�������Ш���l�y�Ŀɿ��Ժ����L��ʹ�É������ܶ��W�ߏIJ��ϡ��Y���������ȷ����M�����о������F��Ш���l�yʧЧ�¹��ԕr�аl������Щ������ʹ��һ�λ�״κ�Ͱl����ʧЧ���o���a�����˺ܴ�İ�ȫ�[���������о���ʧЧ�l�y��XFF65-60Ш���l�y��������F����1��ˮ��ԇ��ͮa����ʧЧ��ԇ��й����ˆT�P�]�l�y���_�����ٴ��P�]�l�y��l�F�l�yδ�ܽ�ֹˮ����������ԓ���l�yʧЧ�¹ʞ��о��������l�yʧЧ��ԭ��̽ӑ�������¹ʰl���Ĵ�ʩ�ͷ�����
1�����^����
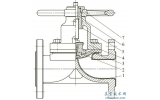
�������_�l�y���w��l�F�l�y�Ȳ�A�y���Ѱl�����׃��(��D1)��A�y���ֲ��Ȱ���׃�·��أ����Ȳ�λ��Ó�x�ͱ��w���ݼy���ϡ�

�D1 ���w���_���A�y�����^

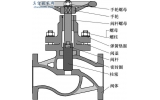
�D2 A�y�����^��ò
����A�y�����^��ò��D2�������ҊI��II��III��̎����^������Ӳ���Ӻͻ��w�ֽ����@;�^�ɗl�Ѽy���ĈA�Ȃ�؞�����A��ȣ�����Ӳ���Ӽ��������w�����y���_�������^С�Ě���λ��;�^��ò������أ����A�Ȃ��Ѽy̎����Ӳ������Ó�䣬�����Ҋ3�l�ĈA�Ȃ�؞�����A��ȵ��Ѽy���Ѽyƽ�����y���_��������Ӳ���Ӽ��������w�����y���_������Ě���λ��;�^��III�Ѽy��90°�����Σ��ԈA�Ȃȃ�̎�������R�ڶ����в������A�Ȃ��Ѽy̎����Ӳ������Ó�䣬����Ӳ���Ӽ��������w�����y���_�������^С�Ě���λ�ơ�
����A�y������^��II�ͅ^��III�ֲ�������أ��^��II�ֲ���2̎�l���С�Ѽy���@ʾ�D��������ò���^��II߀��Ҋ�ĈA�Ȃ��c1���A����c2�ٵ��A�Ȃ��c3�ĈA�����D�����E(��D2)��
����B�y��׃�γəE�A�Σ����ж��S����ƽ�����y���_�������y��A���cA�y���ܷ�������|�����^��ò��D3���^����̎��ճ�Y���������y��B����ã�δҊ�p����

�D3 �y��A�����^��ò
2���y�������^����
�������D2�еą^��II�M������@�R�^�죬��D4����Ҋ�Ѽy�Լ��Ѕ^(�D���p�c�����A)�����ijʷ����D��������ò�����ԅ^��ò�ܵ��˾ֲ��D�����á����^��IIƽ��̎�@�^��l�F��Ħ���p����ò(��D5)��

�D4 A�y���^��II�^��ò

�D5 A�y���^��II����Ħ����ò
3���y���ȷ���
�������y���ܷ�h���ĈA����ֳ�16�ȷݰ��D3��λ�M�к�Ȝy�������¶˞���ʼ���c������rᘷ�����һ�y�������ܷ�h���ĈA��λ�Ǟ�M���ˣ��Ԝy���c���ֵ��v���ˮ��۾��D(��D6)���ɈD6��Ҋ���ܷ�h���ĈA���Qλ��̎������^�����ʬF�����Q�ԣ�����180b��λ̎(�D3���϶�)������@ƫС���@������Ӱ��y����y���N�ϵľo�ܶȣ��y���_�����P�]�^������2�����|���ϱ،��a�����Ħ��������

�D6 �y���ܷ�h�؈A�ܺ��ֵ
4�����|����
�������y�����y��ͱ��w�M�л��W�ɷַ����������w�M�пv������͙M��_��ԇ�Y������SY/T5127-2002�˜ʺ͏S��Ҏ��Ҫ���y�����w�M�н���������Y�����£��M��������w���F���w(��D7);�M�������Ȟ�10.5��;�A�s���A2.0��B0.5��DTiN1.5��

�D7 �y���@�M��
5���C�Ϸ���
����A�y��Ӳ������3̎����^����������^��II���Ѽy؞������Ӳ���ӣ����Ѽy�����ֲ��пv��С�Ѽy;���^�^��l�F�^��II����^�Ѽy�Լ��Ѕ^�����ijʔD��������ò���^��II���^��Ҋ�D�������ĈA�������E���^�^���Ҋ����Ħ����ò;A�y��3̎����^����Ӳ���Ӽ��������w�����y���_������Ě���λ�ơ�B�y��׃�γʙE�A�Σ�����S����ƽ�����y���_���������Ɯy��A�y����B�y�����ܵ��˴�ĔD������Ħ�������ã�����Ħ��������ƽ�����y���_������
�������A�y����B�y���b���ăɱ���Ш���g���^���y�����y�U�Ď����¿��Ƅӵ����w�Ȳ����(��D8b)��������r�£��y����߅���x���w�Ȳ����g���¶˾��x��20mm(��D8c)�����y���ژO��λ�Õr�Ľ��|��ȈA����߅���x���w�Ȳ����g���¶˾��x��17mm(��D8b)�������y���ڈD8b�O��λ���_�������^�����²��ȵ���߅�ؕ��β䵽�y���°벿�֣���ʹ�y��׃�λ�ʹ���������С�K���䡣A�y����������^���y��A��ճ�Y���م^��λ�ʌ��Q�ԣ��f���@2̎���y�����y���ܷ���|�r�Č�����λ���ˬF��A�y����B�y����׃�η����C����������r�İl����
�����C�����Ϸ������Ɣ�A�y�����ܵ��y��D��Ħ����a����׃�κ�Ӳ���Ӿֲ������飬�y���ڱ��w�Ȳ��^�O��λ���_�������^������ʹ�y��׃���Լ�����Ӳ���ӵ��Mһ������̈́��䡣

a �y�������

b �y��O���

c �y�������
�D8 �y��O��λ��ʾ��
6�����M��ʩ��Ч��
����a)���M�y��ɭh���ܷ���ļӹ���ˇ���ڱ��C���ܷ���ƽ��ȵ�ͬ�r���C���ܷ���Č��Q�ԡ�
����b)���b�µ��y�����{���y�����ܷ�����gШ�ο��g���y���Ƅӵ��A��λ�Õr�_�������ܷ⡣
����c)�ӏ���ʹ��ǰ��ʹ�ú��l�y�ęz�y�������Гp�����������ȱ�ݵ��l�y�M��F��ʹ�á�
����d)���b�µ��y����y���������l�y�M��ˮ��ԇ�Y���ϸ�������F�����l�y�_�����P�]32��Ҳδ�l�F�l�y�l��й©��p�ġ�
7���YՓ
����1)�y��ɂ�Ш�α���ƽ��Ȳ�ɂ�ƽ���c�����治���Q������Ӱ����y����y�����ܷ����ܣ����Ҍ����y��Ш����_���^���Ќ��y������a���^��ľֲ��D������Ħ������
����2)A�y����B�y���b��λ�ò��������ܷ�����gШ�ο��g�^���y���Ƅӵ��A��λ�Õr���y�����ܮa���o���ܷ⡣
����3)A�y����B�y���ܵ��y���ĔD������Ħ�������Ì���׃�Ρ�
����4)���M����y���M����ʹ��Ҫ��