䆼�䆺Ͻ������y�ć��a���аl���P�I��ˇ���g�о�
������B�˴����b��䆼�䆺Ͻ��y�T���a���аl�^�����P�I���g�Ľ�Q�͘әC�ęz�y�c��C�������U�����T�칤ˇ���g�Ľ�Q�c���¡��OӋ�ʄt�c�aƷ�˜��ƶ����Y�����c���P�I��ˇ���g�о����аl�������a�ˇ���䆲��y�T�aƷ��Փ�о��c����Ŀհף�ʹ�aƷ�M���˿��̹��r��Ҫ��
һ��ǰ��
�����������ЙC����ԭ��֮һ��������Ҫ�Ļ������g�w�aƷ������������_���ٷN�����҇������V���đ��á�䆼�䆺Ͻ���ϵ������y���������ڴ����b�ã����b������Ҫ�Ĺܵ�Ԫ����Ȼ��������y�T�������켼�g��ԭ������ه�M�ڣ��r���F�������ھ��x�c��������ƣ��ۺ���մ������r�g�ϵIJ����r���\���ϵIJ��ʴ_������Ñ��¹ʲ��ܼ��r̎������������̎�����ƌ�����й©����©�ȇ��غ����Ӱ��������b�õ������\�С���������҇������ИI�lչѸ�ͣ��Ј���r����Ҫ�����y�T���a�������䆼�䆺Ͻ������y�аl����ʮ����Ҫ��������x�ͽ������x��
�����Ŀ���P�I���g�����Q
�������Ŀ�������҇�����YԴ���ݣ������d䆼ӹ����T����呼���������������ڴ����b�õ����T���y�T�������y�aƷ����Ҫ�漰���I������ɫ��������۟������w�Cе���I������һ�N�²��ϑ������y�T�aƷ����Ҫ�ƶ��������OӋ�ʄt���aƷ�˜ʣ���ԓ��ϵ��T��͟�̎����ˇ���C�ӹ���ˇ�����ӹ�ˇ���b�乤ˇ�ȷ����M��̽������C��ᘌ������b�ø��g�ԏ����ضȽ�׃�������ߵĹ��r���y�T�ܷ�ɿ��ԡ��ܷ���ɸ��Q�ȷ����M���OӋ�о�����C��
1���T�칤ˇ���g�Ľ�Q�c����
����䆲��������õĿ�������ݗ���������ں˷������У��ԘO�õ����g������ʯ���O���У���^�e��Ҫ���x�ĺ����ϣ��x�ĺ�����0.01%����˼�䆣�������4.5%�ԃȞ黯����䆡�������䆇�����һ���������ASTM�˜ʣ��T������ASTMB752��䆼�䆺Ͻ��T�����˜ʣ������b���г��õ��T����̖�ǹ��I���702C���≺Ͻ�705C��䆼�䆺Ͻ��ڸߜؗl�������|����O�����䡢���������������ɴ˶���ӆ�Ļ����T�칤ˇ·���ͷ����Ǐĺ��d��_ʼ�����^�䉺�V������۟��V�a������呻��T��һ���V������V���T�V��������������t��늘O������������t��ͨ�^늻��ۻ����Ԅ��x�ĝ�ע���T����
�������ø���������t��ģ�T�칤ˇ�����w��ʩ���漰�T���͚��x���c�_����CAE�T���^��ģ�M�����T���Y��Ҫ�صȹ�����ͨ�^������Č��`�Ϳ��Y��̽������䆼�䆺Ͻ���ģ�����������մ��͚����Ƃ䷽����䆼�䆺Ͻ�����T�������a�����Ȍ�����ˇ�ֶΣ������õ���ģ�����T���͚��������Ժá��T�쑪��С�����c�������ڏ��s��������Ρ��@Щ��ˇ�ֶκʹ�ʩ��Q��Ƥ��ࡢ�ṝ�s�ɵ��T���y�}��������T���|�����������T�칤ˇ��
������е��s�|Ԫ�س��x�⣬��Ҫ�����������䡢̼���t���������͵���α����γ��g϶�����w�������@���ď������ã�ʹ�����½�;���⣬�T���^�̕��a���T�쑪�������������������ں��m�ӹ��У���������ጷţ���ɳ�Ʒ����ߴ粻���������ͮaƷ�|������ˣ����������Ժ������������f���T�����M��ȥ�����˻����ȫ�˻��ڌ��H�IJ����У��������늠t�ӟ���300��700���˻�������K��̎����ˇ�M����T���IJ�ͬ�˻�Ҫ��
�����T��������ˇ·����D1��ʾ��

�D1 �T��������ˇ·��
������������ˇ·�����a��䆼�䆺Ͻ��T���仯�W�ɷ֡����W���ܡ����ⲿ�|���_��������ASTMB752��䆼�䆺Ͻ��T�����˜�Ҫ��Ҋ��1�ͱ�2��
��1 ���W�ɷ��ȱ�

��2 ���W���܌��ȱ�

����������䆼�䆺Ͻ��T�칤ˇ���g�l���£�䆲��y�T���OӋ�аl����ʩ���췽��߂����^�õėl���ͻ��A��
2���OӋ�ʄt������˜��ƶ�
����Ŀǰ��䆲��y�T�������Пo�����Č�험˜ʡ�������_�l�е��y�T�˜�Ҳ��δ�漰��y�OӋ���죬��ضȉ����ȼ����S�Ñ����wϵ�հף����Pԓ����y�T����Փ�о�څ�ڿհף������������a�Ҷ�����Ρ������܉����_���M���OӋ���죬���ȑ����������ć��HҎ���_���OӋ�ʄt���ƶ���헵�䆼�䆺Ͻ������y�aƷ�˜ʡ�
����(1)�OӋ�ʄtͨ�^��ASME偠t����������Ҏ�����H��Ҏ����II�����ڢ����ȇ��H���JҎ���IJ�醣��Y�������۟�䆼�䆺Ͻ��T���Ļ��W�ɷ֡����W���ܡ������|���ȵĸ�헙z�y�Y�����_���aƷ���OӋ�ʄt�c��������ʹ��Ҫ�����¡�
����1)ʹ�ù��Q����(PN)����ASME�~��������ʾ���艺����������-�ض�ֵ����ASME�˜ʵIJ��ό��ԁ��_�������y�T�ܷ�����Ƿǽ��ٲ��ϕr���y�T���Sʹ�õĉ���-�ض��~��ֵ��ԓ�ǽ��ٲ��ϵĉ���-�ض��~��ֵ��
����2)�Љ�Ԫ�����OӋ��Ӌ�㰴��ASMEB16.34��ASME�ڢ���һ�ԡ��ڶ��ԣ���ָ�������ԇ�Ҫ�����o�p�z�y��
���������y�T��С�ں�ͨ���aƷ�˜�Ҏ�������IJ����������˜��а����ϽM�������ȼ��ͳߴ��M���xȡ����API599��Ҏ����С�ں�ASMEB16.34Ҏ���xȡ������ĿǰASMEB16.34�ȮaƷ�˜�Ҏ��δ����䆼�䆺Ͻ���ϣ����䆲��y�T��ͨ�^Ӌ����_�����m����С�ں�ֵ��Ӌ�����y�T�Љ����w����ȡASME�˜�Ҏ�����S�Ñ�����ȡASME�˜�II��Dƪ�ı�1B�г�����ST/3.5��Sy/1.5���^С��;�T�욤�w����ȡ�T��ϵ����ͨ��ȡ0.8;�y�T������������ȡֵ���՚��w�����T�����T��ϵ����0.8;�y�T��˨����ȡASME�˜��еđ����ʄt��
����3)�y�T�OӋ�ضȲ������ښ��w�����ڹ�����B�����_������ߜضȣ���Ҫ����ٲ��ϵĠ�B������ASMEҎ����䆼�䆺Ͻ�������ҜغͲ�ͬ�ض��µ�����S�Ñ���׃����r���Y�ϴ����b�ù��r�x��_���702(R60702)�OӋ�S�Üض����ޞ�400�H(204��)���705(R60705)�OӋ�S�Üض����ޞ�500�H(260��)��
����(2)����˜ʴ����b������䆲��y�T�����Ҫ��������y(���y����ֹ�y��ֹ���yҲ�Б���)�������ȼ�Class150��Class600�����Q��NPS3/4��NPS14���������|��Ҫ�Ǻ������ȴ����Ĵ�����Һ���������|�ض����198�档
�������bAPI599�����m�ˡ��ݼy�˺ͺ��Ӷ˽��������y����ASMEB16.34�����m���ݼy�ͺ��Ӷ��B�ӵ��y�T���ȇ��H���J�y�T�aƷ�˜ʣ���ǰ���������T��͟�̎����ˇ���о���C�ʹ_�����OӋ�ʄt�Ȟ���A������˴����b������䆲������y����ʽ���Y�����OӋ�����ϡ��yԇ�����������־�ȸ������Ҫ�Ķ��ƶ��ˮaƷ�˜ʡ������b����䆼�䆺Ͻ������y��(��I�˜�)��������u���͂䰸�����˜ʰ��҇����Ҙ˜�GB/T1.1-2009���˜ʻ��������t��1���֣��˜ʵĽY���;��������ƣ��IJ���API599�˜ʣ��cԓ�˜���Ҫ��ͬ�c�ͲҊ��3��
��3 �IJ��ؘʲ

3���Y�����c
���������b���н��|�ĉ����͜ض��^�ߣ��b���_ͣ�r�ز��^���y�T�Ě��w���ܷ���������h�����ӣ�Ӱ��y�Tʹ�É�������ˣ�Ҫ�������y�Ě��w�ߜ؏�������ܷ���ܷ�ĤƬ���ܷ�����ߜأ������ڜضȽ�׃����r�±����ܷ����ܡ�
�������Q���φ��}���y�T�Y���ϲ�ȡ�Ĵ�ʩ�У�
����1)���������S�Ñ������r��ߜض��µ��S�Ñ����M��Ӌ��_���y�w�ں��y�w�����w�M������Ԫ���������^���ع��Q�������r�ضȉ����đ�����r��׃����r������Ҫ�IJ�λ�M���a����
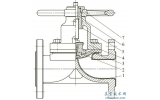
����2)��Ҏ�������S�ܷ��������ܷ����ĤƬ�ܷ�Y�����ڜضȽ�׃����r�����ܷ������׃���a��й©�����Y���܉�ʹ�ܷ�ĤƬ�ȈAʼ�K�cԓ�F��̎�ھo��ϣ��a��������׃�Ķ��܉��ܷ���Ч��ֹ���|����©�������S�F���Ծoʽ�ܷ�Y����D2��ʾ��

�D2 �����S�F���Ծoʽ�ܷ�Y��
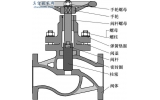
����3)�����b��䆲��y�T���ڹ�ˇ�ν��|�Ǵ���ĸҺ�����е����ȏ����g�Խ��|�Ͱ��F��㙴����ȣ������y���ⲿ�a��й©��ϵ�y�\��Ӱ푘O�������Ҫ���C�ɿ����ܷ⡣�����ⳣҊ���ǿ��ס�Ш�Ή|��ĤƬ�M�ɵ������ܷ�Y��������ɿ��ĽY���nj�O���ܷ�Ȧ�����������ܷⲿλ�����������ܷ�ϵ�y���ɿ��ط�ֹ���������D���^������ǻ��λ���|��й©����D3��ʾ��

�D3 �����ܷ�ϵ�y
1.��һ���ܷ�2.�ڶ����ܷ�3.�������ܷ�4.�������ܷ�
����4)�����y�ܷ������ͬ��ˇ��λ�����ضȲ�ͬͨ������PTFE��R-PTFE�PFA�Ȳ��ϣ��@Щ���ϕ���ߜ�/�߉���������Ɍ��y�w�¶˵İ�������ֹ���w���У��o���M���ھ��ܷ��a����ԓ�N�½Y���OӋ���������¶ˌ��T�OӋ���ڿ����¶���������܉��ֹ���w�������������Ķ��_���������ھ��a���ܷ�������M�У��S���y�T���m���ܷ����ܡ�ԓ�Y�����M���M���y�T���ڵ�ȱ�ݣ���ʽ�������Y����D4��ʾ��

�D4 ��ʽ�������Y��
4���P�I��ˇ���g�о�
����䆲��y�T���칤ˇ�о�������Ҫ�в��ϵļӹ������ӹ��������a�������_���������^���з���Ⱦ��ʩ���b�䷽���_����

����1)䆼�䆺Ͻ�ӹ�����Ӳ���A�����@�������r�װl������c�����^�����߲��ϡ����߅���������������ĥ�������Լ�ĥ�������M�е�ԇ��c�Y�x���x��Ӳ�|�Ͻߡ������١����M�o����ͬ�r���ó������s���͝������������ڼӹ������|����Ч����ȡ�����^�������Ч����ĥ���rĥ݆����̼����ɰ݆���м䆷����ȼ�c�Ͷ�����ȼ�������м�˃�����ʢˮ�������У���������
����2)�F��Ⱦ���ơ���c���ƣ��aƷ�������^���У�����������F��Ⱦ���c���g���|���|�r������ż���g�������ꎘO�����c䆚�ࡣ��ˣ����Ʒ�������^���Б������F��Ⱦ����������M�л��W�g��̎����ꖘO��̎���������F��Ⱦ��䆲��y�Tͨ���������^���б����F��Ⱦ����ȡʹ�Ì������оߡ��������D�䡢�����ĉ���ԇ���|����K���_�y�Tʹ�ó�����ϴ�C��ϴ�����÷�������Һ�z�y�F�x�ӡ�
����3)�ܷ�༉��乤ˇ���ܷ���������y�����ܷ�Ԫ�������c���w�γ�ͨ���ܷ��ͨ���y�T���ϲ�ǻ�w�����ܷ⣬��Ҫ�ι̰��b���y�w�Ȳ��������õď��ԁ��M���ܷ⡣���Ì��ù��b�ͼӟ�-����ѭ�h��ˇ���cһ���ԉ��b��ȣ���Οቺʹ�ÿ��׳������������Ч����PTFE����������ƿ����Ե�ͬ�r���������^��M��Ƕ���y�w���۵ȹ̶���λ���c�y�w���A�O�ĭh���ܷ⎧�N�Ͼo�ܣ��γ������ܷ�̶������C�˿����ڹ��r�µ��ܷ�Ч����ʹ�É�����
�����ڿ����L��ʹ�û��ܵ�����p������ʧ�ܷ�������Ҫ���Q�r��ʹ��ԓ��ˇ��������ܷ�S�o����y�T�����c���y�Tͬ�ȵ��ܷ����ܣ���ռ��g�W(http://bjjyhsfdc.com/)�J�����s���Y�𣬲��s��������Q���_�y�T��ɵ��L���ڡ�
�����aƷ�z�y�c��C
1�����S�z�y�c��C
�������y�w��əC�ӹ���b�ܷ��֮ǰ�M��1.5�����Q�����ď���ԇ����Ʒ���C��API599�M�г��؏���ԇ�͉��ܷ�ԇ�߉��ܷ�ԇ�ȳ�Ҏ�z�y���M���˳��؆��]�������ܷ��Ԝyԇ�����]�����r�����ض��^�ߣ������C�M���˸ߜ��ܷ��Ԝyԇ���ضȽ�׃�ܷ��Ԝyԇ���������ɿ��Ժ�ģ�M���r���ܵ���C��
2�����I������
�������^�����OӋ�����졢�z�y����C�ăɂ�Ҏ����̖䆲��y�T��2010��Ԫ���ڇ���ij�ɼһ�������˾�M�й��I���ˣ��\��6���º��r���ã���������ʹ�á�
�ġ��Y�Z
����ԓ�aƷᘌ����ṤˇҪ���_�l�����M���y��ȣ�����ָ���ஔ���e����ʹ�õĿɿ��Ժͽ�������Ч���@������ԓ�f�Ǹ�����ᘌ��Ժ͌����Եă��|�aƷ��
����ͨ�^һϵ�е�ԇ��Փ�о��͌��`��C����Q���۟��T�칤ˇ���g��ͨ�^�OӋ�ʄt�c�˜ʵ��ƶ���ᘌ��Y�����OӋ���M���ӹ����칤ˇ���g�о����a�ˇ���䆲��y�T�aƷ��Փ�о��c����Ŀհס����^���I���Ì��`�C����䆲��y�T�ć��a�������c�_�l�dzɹ��ġ�