��˨�ԄӔQ�o���g���y�T�aƷ�b���еđ���
������B���y�T��˨�b������քӷ�ʽ�Q�o�IJ����^�̼���aƷ�B�ӿɿ��Ժ����aЧ�ʵĬF��������քӷ�ʽ�Q�o��˨��ˇ�ľ����Ժ���˨�ԄӔQ�o���g�İlչڅ�ݡ�����ˌ���˨�ԄӔQ�o���g�����y�T��˨�Q�o�^�̵��O�룬�ڴ˻��A�ϑ���ij���S�ԄӔQ�o�O���M���˹�ˇԇ������˨�M���Sͬ���Q�o���g���y�T�aƷ�b���еđ����M���˿�����̽ӑ��
1������
������˨�B�����y�T�aƷ������Ҫ���B�ӷ�ʽ������ȼ�⡢��늵��I���У��y�T�aƷ���ԭh����˨�M��ʽ���ڣ����B�ӿɿ��Ԍ��aƷ���ܷ��Ժ��OӋ���ܶ�����ֱ�ӵ�Ӱ푣�һ���B��ʧЧ�����l���غ�������磬Һ����Ȼ���y�T��˨�B��ʧЧ�O�п������l��Ȼ����й���Ķ��������l��ĺͱ�ը�ȡ����y�T�aƷ�OӋ�^���У�ͨ���Ԇμ�Ť�ط���Ť��+�D�Ƿ����Q�o�^�̼��Լs�����Ա��C�B�ӿɿ��ԡ��������^���У���ռ��g�W(http://bjjyhsfdc.com/)�l�FĿǰ�ձ�����քӔQ�o��ʽ�������ñ��P���֡������ذ��ֻ��D�ǃx�ȹ����M���ք��b�䣬�B�ӿɿ��Ժ����aЧ���^�͡����Č���˨�ԄӔQ�o���g�����y�T��˨�Q�o�^�̣������˂��y�˹��Q�o��ˇ�ľ����ԣ�����˨�ԄӔQ�o���g�İlչ�M���˿��Y���ڴ˻��A�ϑ���ij���S�ԄӔQ�o�O���M�й�ˇԇ������˨�M���Sͬ���Q�o���g�M���˿�����̽ӑ��
2���y�T��˨�քӔQ�o��ˇ����
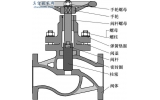
����2.1���y�T��˨�B�����c
������˨�B�ӵĸ���Ŀ���������ݼy�o�̼����B���w�ɿ����B����һ�𣬶��b��Q�o�Č��|�nj���˨���S���A�o���������m���ķ������y�T�aƷ����˨�B�Ӿ�����˨�����࣬�ɿ���Ҫ��ߺ�90%������˨�ԭh����˨�M��ʽ���ڵ����c����ij�y�T�aƷ������ÿ���y�T��������ڷ��m�����ڷ��m���_ǻ����Ͳ���Pǻ����Ͳ��픷��m5�����m��ÿ�����m����6��20���ʭh�����е��p�^��˨�M�b����ɣ�������˨��������60�����ϡ�������������A�o�������m�B��̎�ȑ���������Ҫ���ã��ڸ��l��ӵĹ��r�£��^��ăȑ������ܳɞ��B�Ӳ����a���Ѽy���[�����^С���A�o������������ӹ��r�®a����������Ó�۵�Σ�U��ֱ��Ӱ��ܷ�Ч������ˣ����b���^���б�횱��Cʩ�ӵ����غ��D�ǝM���OӋҪ��
����2.2���ք��y�T��˨�Q�o��ˇ��������
����Ŀǰ�������y�T������I�ձ�����քӔQ�o��ʽ�����ڭh����˨�M��������˨�ĔQ�o�|���⣬����˨�g�ĔQ�o����S���A�o���ľ���ֲ�������ҪӰ푣���ͬ�ĔQ�o���������˨�ăȑ����a�����l����׃�����ͬ�ӵ�Ť�خa����ͬ�Q�o���ĬF�����քӔQ�oģʽ�£���ǰ�ձ������D2��ʾ�Č��Ǿ��b��ģʽ��
������Ҫע����ǣ���ʹ�ڌ��Ǿ��b��ģʽ�£����ڸ���˨�g�ĔQ�o�^�̴����Ӱ푣��鱣�C����˨ʩ�ӵ����ؾ���ͨ������3���Q�o���ԣ�����1���A�Q�o(ʩ�ӷdz�С������)����2��ʩ���OӋҪ������أ���3���؏�ʩ���OӋҪ�������ֵ���ܶ�N���ص�Ӱ푣��քӔQ�o��ˇ����һ���ľ����ԡ�
����(1)����ʩ�Ӿ����^�͡�һ���棬�ڲ��ñ��Pʽ���֕r��Ҫ����Ŀҕ�x����������һ���`���һ���棬�Q�o�ٶȟo�����־���һ�£�����Ʉ�Ħ�����ش��ڲ��Ӱ��b�侫�ȡ�
����(2)���aЧ�ʵͣ��ڄӏ��ȴ������Q�o�^����ȫ�����քӹ����M�У����ڸ���˨��λ���ϴ��ڸ��棬����Ť��������Ҫ������D�Q��λ�����aЧ���^�ͣ��ڄӏ��ȴ����b������y�T(��Ť��Ҫ��)�^����ԓ���}�Ȟ�ͻ����
����(3)�a�����m�N����Ӱ��ܷ��ԡ��ڌ��Ǿ��b��ģʽ�£������ڌ��Ǿ��ɶ��Ⱥ�ʩ�ӔQ�o����������ɷ��m�ɶ˸ߺ����g�͵��N���F�������y�Tй©��
����(4)��ʩ�������c�^���r�����׳��F�؏�ʩ�����ػ�©ʩ�����ص���r��
����(5)���ֻ��̶Ȳ��֧���Ԅ�ӛ䛡�������ÿ���һ헹�����Ҫ����ɠ�B������ӛ䛵����|�|�ؿ������aЧ���^�ͣ������^�̲�����
3����˨�ԄӔQ�o���g
������˨�ԄӔQ�o���g�Ǽ��Cе���ӡ�늚���ӡ���Ӽ��g���Ԅәz�y��һ�w�ęC�һ�w�����g���似�g�lչ����K�aƷ����˨�ԄӔQ�o�C��Ŀǰ����˨�ԄӔQ�o���g����܇�b�䡢��ӮaƷ�b����ИI���ѵõ����^�V���đ��á�Ŀǰ�����⌦��˨�ԄӔQ�o���g�����^�磬��Փ���g��څ���졣�Ј�ռ�����^�ߵĹ�˾�������ATLAS����BOSCH������STANLY��INGERSOLL-RAND��Ӣ�����mINSIGHT���ձ���DDK��ESTIC���n��SETECH��˾�ȡ�Ŀǰ��늄ӔQ�o�C�ڇ�������܇�ИI�еõ��ˏV���đ��á��D2�͈D3�քe����S�Ͷ��S�Q�o���g�đ���ʾ����

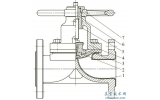
�D1 �h����˨�M���Ǿ��b�乤ˇ

�D2 ���S�Q�o���g����

�D3 ���Sͬ���Q�o���g����
�������Ȍ���˨�Q�o���g���о�Ŀǰ��̎���о��A�Ρ�����������Ȳ��ֹ�˾ͨ�^���g�����c�������ѳ������Շ��H���M�ĔQ�o�O�������P�I���g������B�M�ϙC���о����c���ATLAS��˾�������齭����ʮ���܇�S�����˸��w�����S���w���B�U���w݆���ԄӔQ�o�C��ɽ�|�b�似�g��˾�����_�l�ɹ��˶��S�ݼy�b��ϵ�й��ߣ���aƷ����3��ϵ��14��Ҏ���~��Ť�؞�5��3500N·m�����ɿ���40���Q�o�S���������B������W�����A���OӋ�˻��ڹ��ؙC�Ķλ늄���˨�Q�o�C����ϵ�y���ɹ��������L��һ�����F��˾׃����S�����y��������С��30s��Ť�ؿ��ƾ���С��3%���D�ǿ��ƾ���С��0.1°��
4��������˨�ԄӔQ�o���g���y�T��˨�M�b�乤ˇ
����4.1�����S�ԄӔQ�o�O�����˨�Q�o��ˇԇ�
�����xȡij��˨�ԄӔQ�o�C����ij�y�T��ڷ��m����˨�M���о������M�ДQ�o��ˇԇԓ��˨�M����10����˨���OӋ����Ҫ���151N·m���ԄӔQ�o�C��ʩ�����ط�����7��23N·m�������c�քӔQ�o�^����ͬ�Č��Ǿ��b��ģʽ�������Q�o���ԣ���1���Q�o��2N·m����2���Q�o��15N·m����3���ٴΔQ�o��15N·m��3�������^���б����ԄӔQ�o�C�D�ٞ�600r/m���Q�o�������̼�����ͨ�^����ϵ�y�A��һ���O����ɣ������r�H�����ΔQ�o���ɣ��Q�o��ɺ��Ô��@���ذ���ʩ�ӵ�����Ч���M�Йz
������ˇԇ�Y����D4�͈D5��ʾ���c�քӔQ�o��ȣ��ԄӔQ�o��ʽ����һ���ļ��g���ݡ�

�D4 ����ʩ��Ч������

�D5 �b��Ч�ʌ���
����(1)����ʩ�Ӿ����^�ߡ����քӔQ�o��ʽ�£��������ع��������˨����2�����Q�o���ȃH��11.2%�����ԓ���}����Ҫԭ�����˞���������ɵ�Ӱ푡������ԄӔQ�o��ʽ�£�ԓ�ԄӔQ�o�C��ATC���l�]���^�õ����ã��ų����������ؿ�����ɵ�Ӱ푣��Q�o�����_��3%��ȫ����˨���ؾ��M���OӋҪ���⣬�ɽMԇ���Ę˜�ƫ�����r��S�Ԅ�=0.09<S�ք�=0.40����Ҋ��10����˨��ʩ�ӵ����ؾ���̶ȷ��棬�ԄӔQ�o��ʽҲ�����^���@�ă��ݡ�
����(2)���aЧ���@����ߡ��քӷ�ʽ�Q�o10����˨��s22min�������ԄӔQ�o��ʽ��ԓ�r�g�s�̞�1min�����aЧ�������20�������˨���OӋ����ֵ����r���ԄӔQ�o��ˇ�����aЧ���ϵă��ݕ��������@��
����(3)�߂��^�õ��Ԅӷ��e���͔ܺ��ֻ�̎�����ܡ������b���^�������A���O���ij��������M�У�һ�����F©�Q�o���؏͔Q�o���}�����r�������˞�͙n���¹ʰl�������⣬���Ќ��H�Q�o����ֵ�܉��Ԅ�ӛ䛴惦��ͬ�rϵ�y�Ԏ��ķ���ܛ�����Ԍ��Q�oȫ�^���M�нyӋ�������������Д������Ԍ����c���ؙC���B��Ӌ��Cϵ�y�����������^�̹�ˇ�ɿ����^������
����4.2���y�T��˨�M���Sͬ���ԄӔQ�o���g
�����ɷ����Y����֪�����S�ԄӔQ�o���g�đ��ÿ��Դ���������˨���b�侫�Ⱥ�Ч�ʡ����������S�ԄӔQ�o����ͨ�^����ʽ�B�ӣ����M���˶��Sͬ���Q�o�b�á������چ��S�Q�o���g�����Sͬ���Q�o���g���ڸ���ļ��g���ݡ�
����(1)���m��˨ͬ���Q�o�����Ը��õı��ⷨ�m�N���F��
����(2)���aЧ�ʿ��Գɱ����ӣ��䱶�����ڰ����ĔQ�o���ߔ�����
����(3)���Mһ��������˨�g�Q�o�^�̵��Ӱ푣�����b�侫�ȡ�
�������Sͬ���Q�o���g����܇�l�әC��݆ݞ�b���I���ѽ��õ����^�õđ��á��c��܇�������ИI��ȣ��y�T�aƷ���������������c���編�mҎ��࣬����˨�M��ֱ����ͬ����30��500mm������׃����������˨����Ҳ������ͬ����Ҫ���О�4��6��8��10��12��16��20��24�ȡ����⣬ͨ���y�T�w�e�^С������ֱ����120mm������
������ˣ��y�T�aƷͬ���Q�o�Q�o���g��M��һЩ�����Ҫ��
����(1)�����^�ߵ�����(����ֱ����׃)���ԝM�㲻ֱͬ����˨�M������
����(2)���]����˨�M����˨����Ҏ���^�࣬���ԄӔQ�o�C�ɱ��^�ߣ��ڌ��H���a�^����ͨ���o��������ȫͬ���Q�o�����h�Բ���ͬ���Q�o��ʽ���棬���磬һ��3�S��һ��4�S�Q�o�b�õĽM�ϿɝM��^������y�T��˨�M���b���^�̡�
����(3)�ڝM������ʩ�ӷ����Ļ��A�ϣ��M���x������ֱ���^С���ԄӔQ�o���ߣ��Ա������挦ֱ���^С����˨�M�r�a�����档
����Ŀǰ���^�������I����˨�ԄӔQ�o�C֧�ֶ��S���й���ģʽ����늿���M������һ�_늿�������C���ò���ʽ�B�ӣ����F���_�Q�o�C��ͬ�������c��������ˣ��y�T��˨���Sͬ���Q�o�b�Ñ��OӋ���F���ԵĔQ�o�C�o�̹��b��һ�N���еķ�ʽ���OӋλ���{����ᔣ������{���Q�o�C�M��ֱ�����Ա��C�Q�o�C�M��ֱ����һ�������ȿ������{����
5���Y�Z
�������^����˨�ԄӔQ�o���g���y�T�aƷ�b���^���Б��õij���̽����ԇ��C�����S�ԄӔQ�o��ˇ���g�đ����܉��@������y�T��˨�Q�o�^�̵Ŀɿ��Ժ��b��Ч�ʣ�ͬ�r�����^�õ��Ԅӷ��e���͔ܺ��ֻ�̎�����������Sͬ���Q�o���g�܉��چ��S�Q�o���g�Ļ��A�ϱ��ⷨ�m�N�����ɱ������˨�Q�oЧ�ʣ���������˨�g�Q�o�^���е��Ӱ푣����y�T�aƷ��˨�Q�o���g�lչ�ı�Ȼڅ�ݡ���ˣ������_�l���Sͬ���Q�o�b�õĻ��A�ϣ��Mһ�������о��y�T��˨���S�Q�o��ˇ������y�T�b��Ŀɿ��Ժ����aЧ�ʡ�