�͜�Һ�w�\ݔ܇���w�A����պ��z©���g(sh��)
�����S���ƌW���g(sh��)�Ŀ��ٰl(f��)չ���͜�Һ�w�ڹ��I(y��)�д���ʹ�ã�ʹ�ø���ն��ӽ^��Y(ji��)��(g��u)�\ݔ܇�õ��ˏV���đ�(y��ng)�ã����͜�Һ�w�\ݔ܇���w�A����յ��|(zh��)���c�z©���g(sh��)���P(gu��n)����©�����ʵęz�ֱ���P(gu��n)ϵ�����w��ʹ�É�������ˣ����Ľ�B��һ�N���z©�������^�̺͵͜�Һ�w�\ݔ܇���z©�ķ�����
1�����z©�������^��
�������|(zh��)�V�z©�������繫�J���`������ߡ���©���ܶ�λ���ܶ�����һ�N�o�p�z�y������
�����ú��|(zh��)�V�z©�x�M�Йz©�r�����z����ȫ����ֲ���̎�ڼӉ����յĠ�B(t��i)���z©�x����̎�ڱ��z�����ڵĵ͉�һ��(c��)��ʾ©���|(zh��)ͨ�^���z���ϵ�©���M��z©�x֮ǰ��һ���ֱ��o�����ϵ�y(t��ng)���ߣ���һ�����M��z©�x��
�����z©�x�c���z�����o�����ϵ�y(t��ng)�B�ӣ�ϵ�y(t��ng)�����\�D(zhu��n)���_ʼ�������ں�����δ����©���ϕr���z©�x����ֵ���J����ֵ�����a��?sh��)��㣩����������⌢ͨ�^©���M��z©ϵ�y(t��ng)��ϵ�y(t��ng)��(n��i)��̎���ķ։��_ʼ������ֱ����(w��n)����B(t��i)�����M��ĺ��������ڱ��������������˕rֹͣ���������ڱõij�����ã�ϵ�y(t��ng)��(n��i)��̎���։�����u���ͣ����څ�ڳ�ʼ���㱾��ֵ��
2���͜�Һ�w�\ݔ܇���w�A����պ��z©��ˇ
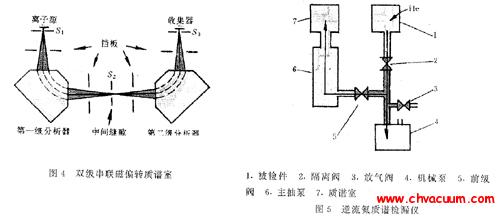
�����͜�Һ�w�\ݔ܇���w�Ƀ�(n��i)Ͳ�w����Ͳ�w��֧�β��֡����ӽ^��ӡ��������ͳ����M�ɣ���D1��ʾ���͜�Һ�w�\ݔ܇���w����Ͳ�w�̓�(n��i)Ͳ�w�IJ��|(zh��)��0Cr18Ni9���^�����ָ�ڃ�(n��i)Ͳ�w��������X���Ͳ����w�S���M���p�@����(g��u)�ɵĶ��ӽ^��Y(ji��)��(g��u)����(n��i)Ͳ�w����Ͳ�w֮�g��֧�β��Ϟ�h(hu��n)������䓣����ӺY�����Á����b���������ӺY���b�ã���Ͳ�w�̓�(n��i)Ͳ�w֮�g�Q��A�ӡ�
�����͜�Һ�w�\ݔ܇��ͨ�^����쌦�A���M�г���Ձ��_����ս^���Ŀ�ġ����z©��ָ�ú��|(zh��)�V�z©�x����(n��i)Ͳ�w�͊A���M�Йz©�Ĺ�ˇ�����z©��ˇ�ă�(y��u)����Ӱ푳����Ч�����P(gu��n)�I�h(hu��n)��(ji��)��

2.1�����z©ǰ�Ĝʂ�
�����z�y�͜�Һ�w�\ݔ܇�Ƿ�������õ���նȣ��͑�(y��ng)������ƹ��w�A�ӵ�©�ʣ��Ա��C���w�������õ��ܷ��ԡ���ǰ���ó����侀���ŷۡ��B���ֶεęz�y�����ܝM�����յ�Ҫ��ĸ�������z�y����©�c���п������κεط��F(xi��n)���纸����ĸ�ĵȡ������ú��z©���g(sh��)��������Ч�ؽ�Q©�c�Ć��}�����ڳ����֮ǰ�������Ùz©ǰ�Ĝʂ䡣
2.1.1�������ϵ�y(t��ng)�M���坍̎��
�����z©ǰҪ���͜�Һ�w�\ݔ܇�����ϵ�y(t��ng)�M��ȥ�������������坍̎����Ȼ���w�M�к��̎�����坍̎����Ŀ���Ǟ���ʹ©�ײ�������͡��ЙC��Һ�ȶ�������ʹ�z©�x����������Ⱦ�����ں��|(zh��)�V�z©�����O(sh��)��ͺ��ⶼ�^�鰺�F��������ߙz©Ч������(ji��)ʡ���⣬�z©ǰ߀��(y��ng)�����ϵ�y(t��ng)�M���A(y��)���̎����
2.1.2�������ϵ�y(t��ng)�M���A(y��)���̎��
�������͜�Һ�w�\ݔ܇���w���ڼӜؠt��(n��i)�M���A(y��)��գ����A�ӵ���նȣ�10 Pa�r�����չ�·ͨ����������퉺0.1MPa��Ȼ��Ӝ���120�桫130�棬���ز�����12 h���t��(n��i)��ͬλ�÷����������ż���^��Ϳ��Ɯضȡ����ӳ�ՙC�M���4��6 h���ø�����_����ՊA�����퉺0.1 MPa���^�m(x��)�Ӝ�6 h֮���ա�
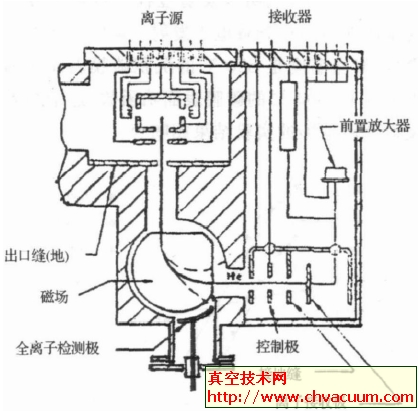
�����@�N���뵪�⡢�Ӝغͳ���^��һ�㲻����8��10�Σ��ڴ��^���У��鱣�֜ضȺ㶨����ՙC�M�c���w֮�g��(y��ng)���b���壬�ұ��C�����(n��i)Һ��Һλ���ܞ��㡣�䵪�Ӝؕr���呪(y��ng)ȡ�£�����˪�����D2��ʾ���������(n��i)�o���@�Y(ji��)˪����ն��M��0.1 Pa�r���ſɌ��A���M�к��z©��

2.2���z©����
����Ŀǰ���͜�Һ�w�\ݔ܇���õęz©�����麤�|(zh��)�V�z©�x�������õ��ЃɷN�z©�����������ַ������������z©�r�����ú��ַ��M�п�©�ʵĜy��������©�ʳ������Sֵ�����Ç������M��©�Ķ�λ�������͜�Һ�w�\ݔ܇��(n��i)Ͳ�w��©�ʑ�(y��ng)С��2×10-7 Pa·m3/s �A�ӿ�©�ʑ�(y��ng)С��6×10-7 Pa·m /s��
2.2.1�����ַ�
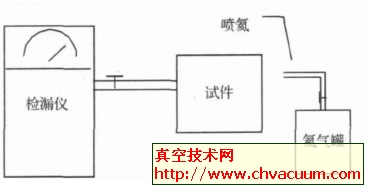
�������ַ�����һ���z��ְѱ��z������������D3�����z©�r���ų��փ�(n��i)�՚⣬�ٛ_��100 kPa�ĺ��⣻���z©�xݔ��ָʾ��׃���r������̎�ں����µı��z����©�ס�
�����͜�Һ�w�\ݔ܇���z©�Ĺ�ˇ�^�����£����ھֲ�����Ҫ�������ϸ��w���p����߅���z��ճ�ã����g���@�������w���ַ�Ҫ�������ϱ�Ĥ������Ͳ�w���w�����ϱ�Ĥ��Ӳ�λ���z��ճ�ã��ײ�߅��Ҫ���o��ʹ֮�γ�һ�������ĺ��֡�
�����交�ڑ�(y��ng)�_�ں��ֵ����̎���交�r����Ќ��˱O(ji��n)ҕ�z©�x��������Ϣ���交�ˆT������������ȫ������������փ�(n��i)���ٱ���15 min�����z©�xݔ��ָʾ��׃���r���������z����©�ס���l(f��)�F(xi��n)©���^��r����(y��ng)ֹͣ�z©����͜�Һ�w�\ݔ܇���w��(n��i)�䵪�⡢����գ��ڱ��C������(n��i)��նȡ������םM��z©�x�z©Ҫ����Ç������ҳ�©�cλ�ò����Ϙ�ӛ���ڹ��w��(n��i)���뵪���M���a�����a����ɺ��a��λ���ٴ��M�г���ՙz©��
�����D3�И˜�©����ָһ���ڽo���l�����������ϵ�y(t��ng)�ṩ��֪�Ě��w�������b�ã��˜�©�����Á�У�ʙz©�x���`���Ⱥ͘˶��z��©�Ĵ�С��

2.2.2��������
��������������á����ęz©����������©�ʳ������Sֵ���Ç������M��©�Ķ�λ�������z©�r�����B�����b�к���Ě�ƿ�ϵć���������©��̎�M�Ї������������z©��(y��ng)ע�������c��
����a. �z©����(y��ng)�ı��z�����Ϸ����·����ɿ����z©�x̎���h�x�z©�x̎���c�M�Ї�����
����b. �֙z�r�ô�ڏ��ć��죬ʹ�������ĸ��w��e�^���ҳ�©�����ڵą^(q��)�����С�ڏ����쌤�ҳ�©�Ĝʴ_λ�á�
����c. �z���Ĵ�©���������a����������£����ٌ���С©�ס�
����d. �����ڃɂ����ܽ��Ŀ���©���c�r����(y��ng)���wסһ�c��������ć��쇊����һ�c��
����e. �����쇊��ij�c�r������z©�xָʾ��׃�������������ٶȺ�����ָʾֵ�ܲ�һ�£��t���������������ط�߀�д�©�ס�
����f. �zʾ��©��߀��(y��ng)�����״Ώ�(f��)�z©�h(hu��n)��Ҫͨ�L���á��坍����������Џ�늴Ÿɔ_�͏�����ӣ��h(hu��n)���ضȞ�23��±7�棬�F(xi��n)������МضȺʹ�≺���O(ji��n)�y�b�á�