�ߜظ߉��R���y�T���칤ˇ�ķ���
����
�����ߜظ߉��R���y�T��ʯ�����I(y��)���a�мӚ�ϵ�y(t��ng)�b�õ���Ҫ�ܵ�Ԫ�����乤�r�����ȼ���ANSICL900 ���ϣ����|�ضȞ�0 �� 500�棬�y�T�����w���Ϟ������T��̼�( CS) ���Ͻ��( ALLOY) �Ͳ��P�( AUST. S. S) �ȣ��y�T�N����l�y����ֹ�y��ֹ���y�����y�ȳ�Ҏ(gu��)�Д��y���߉��R���y�T( �����ܵ�) ��ݔ?sh��)Ľ��|����ȼ���ױ��ĸ߉����w( �����͚�+ ���) ������y�T�l(f��)���p�ģ������������¹ʡ���ˣ����y�T�IJ��ϡ��Y���OӋ�������OӋ�������|���ȶ�����ˇ���Ҫ��
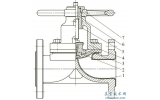
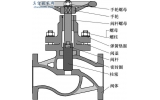
�Љ����w
����
�����y�w���y�w�ȳЉ��T��( ����呼�������) ����̼��䓕r��������늻��t��������ұ����ˇ���T�����M������̎�����y�w���y�w�ȳЉ��T�����ÊW���w���P䓕r�����������l�t��AOD ���������t��������ұ��������S��P ���к��s�|Ԫ�صĺ������քeС��0. 02% ��0. 03%���W���w���P��T�����M�й���̎����
�z�
(1) ͨ��Ҏ(gu��)�t
����ÿ���T����呼�( ָͬ��̖��ͬ���|��ͬҎ(gu��)��ͬ�t̖��ͬ��̎��l��) �����M��һ�λ��W�ɷֺ͙Cе���ܳ�ԇ�Y��������API��ASME��ASTM��MSS �������˜�Ҫ��
����ÿ���T����呼����ٳ��һ�ν���Y�������gԇԇASTM E381 �˜��M�С�����̼��䓾����ȑ�������ASTM E112 �˜��е�5 ��Ҫ���ڲ��P䓑�������ASTM E112 �˜��е�7 �����T����呼����o֦��������M�����ǽ��يA���������ASTM E45 �˜�( ����≤1. 5 ���������}≤2. 5���������X≤2. 5 ������������≤3 ���������e��(sh��)≤6. 5 ��) �������S�гߴ����ASTM E45 �˜��е�2. 5 ����ƫ���͎������M���������S�Зl��A�����Ѽy��
(2) ���^�ΑB(t��i)
�����T�����^�z�鑪����M�У��aƷ�|��������MSS SP �� 55 �˜��е�B ��Ҫ����Ȳ������OӋ�ں��10% �Ҳ�������С�ں�ĽY�̡��l(f��)�ѡ��ۯB���A�������S��ĥ���������ȱ�ݺ�ʣ��ں�С����С�ں�t��ԓ�T�����o�Ԉ�U������Ȳ�����0. 8mm ���Ѽy�����S��ĥ��������Ѽy��ȴ���0. 8mm��ԓ�T���o�Ԉ�U���T���Љ�����600Lb ���ϵ��y�T������M���侀�z�飬�z�鷶������ASME B16. 34���z��Y���͙z�鷽����MSS SP��54 �˜��M�У����(A) ��С��2 �����A��(B) ��С��2 �����s��(CA��CB��CC��CD) ��С��2 �����o���Ѽy�����Ѽy(D��E) �o) ��
�����Љ���첿��������M�г����z�飬�z�鰴ASTM A388 �˜��M�С�呼��Ć�ȱ�ݳߴ瑪�����ڮ���ֱ��φ4mm���ܼ�ȱ��50cm2 �����Į���ֱ��φ3mm �����^5 ���ز���
(3) �o�p�z�y
������̼����T����呼�������M�дŷۙz�飬�z�鰴ASTM E709 �˜��M�С���Y�����o�κΟ��Ѽy�����Ѽy���κξ����@ʾ���L�Ȳ�����2mm�����A��ȱ�ݵijߴ粻����4mm��ȱ����Ӌ�L�����κ�100mm × 100mm ����e�в�����2mm�������P��T����呼�������M��Һ�w�z�飬�z�鰴ASTM A165 �˜��M�С���Y�����o�κΟ��Ѽy�����Ѽy���κξ����@ʾ���L�Ȳ�����2mm�����A��ȱ�ݵijߴ粻����4mm��ȱ����Ӌ�L�����κ�100mm × 100mm ����e�в�����2mm���Љ�������ȱ��ֻ���Sĥ�����k������������S�a���ޏ͡�
(4) ����
�������W���w���P�呼����T�����ϣ�ÿ��������z���g���gԇԇ����ԇ�Y��������ASTM E262 E ����Ҫ�W���w���P��T����ģ呼������M����ϴ�g��̎�����y�T�����ֵIJ��ϑ���(zh��)��NACE MR0175 �˜ʣ��_�������ֲ��ϝM����l���µ�ʹ�á�
�Cе�ӹ�
�����Cе�ӹ��r�������Ƶ������|��Ӌ�����O����ͣ�����z�c�ͬF(xi��n)��Ҋ�C�c���M�������ĸ�헙z���ơ���Ҫ���㲿��ָ�����üӹ��O��( ��(sh��)�ؙC����) �Ͳ����ߣ��Ա��C�ӹ��㲿���ijߴ�;����_���D��Ҫ�����㲿���Ϙ�ע�����Ԙ��R�������㲿���ļӹ����Ì��õĹ��b���o���b�ã��Ա��C�ӹ��㲿���ijߴ�;����_��Ҫ��
�����
����������( ���Ѻ�) ����̎�����o�p�z�y��������������Ę˜��M�й�ˇԇ��ˇ�u��������(j��)��ˇԇ��ˇ�u���ĽY��������ָ�����a�Ĺ�ˇҎ(gu��)�̻�ˇ��Ƭ�����º���( ���Ѻ�) ����̎���͟o�p�z�y�������IJ����ˆT�����������Ę˜�Ҫ���M�м����u������ȡ���������Y�|�C�������ϸ��C�������S���������M�Ќ��H������
�y�T���C�z���ԇ�
�������y�T���C���D���������Ę˜�Ҫ���M����헙z�飬�ϸ���ծaƷԇ�z��V�������Ę˜�Ҫ���y�T�M��ˮ�����ȡ��ܷ⡢���ܷ�͚��ܷ��ԇ���M���y�T�P�]( �քӡ�늄�) ���г���λ�ȹ�����ԇ����ԇ��������Ҫ�ɳ��S����������Ҫ����y�T߀���a���M��ģ�M���r���_�ܻ�·ԇ���Mһ��������������ָ�ˡ��y�T�z�ԇ�ϸ���������Ę˜�Ҫ���M����ϴ����ɻ����Ϳ���̎����
���b
�����y�T�aƷ���b���ռ��g�f(xi��)�h�����Ñ�Ҫ���M�У������ռ��g�f(xi��)�h�����Ñ�Ҫ���ṩ�����ęz��桢ԇ��桢�y�T�D�����|��ӛ䛡������S���փԡ��aƷ�ϸ��C�����Y�ϡ�
�Y�Z
�����R�䲢��������|����ݔ�O������зdz����̵�Ҫ����ˣ��ߜظ߉��R���y�T���a�����У����������|�����Ƴ����(zh��)�С�